フォーラムへの返信
-
投稿者返信
-
返信先: プラファンコミュニティの使い勝手
写真は、スマホで見ると、横並びの2枚は小さすぎて読めなくなってしまいました。今のままでも良さそうですね🧑🔧
プラグイン
image upload bbpressを無効化することで、ビジュアルエディターが消えコメント欄がシンプルになった。返信フォームに画像投稿フォームが出てこない。
返信先: プラファンコミュニティの使い勝手にごさん
いつも相談にのっていただきありがとうございます✨
画像や参考ページ大変わかりやすいです。
編集機能つけましょう✨
②は、左寄せのボタンを押すと表示されますね!
このメニューは、文章の配置や太字などフォント設定なので、隠しちゃいましょうかね😁
誤っておしてしまいますよね!
返信先: プラファンコミュニティの使い勝手しんさん、中村さん
いつもコミュニティ参加ありがとうございます✨
通知機能確かに欲しいですよね✨
トピック作成者と返信者に通知したいですね🤔
施策してみましょー😁
返信先: オリジナルTシャツ2022お世話様です!
増刷3版完成しました🧑🔧😁
M
L
LLサイズをラインナップしてございます!
各2,300円(送料込み)になります。
全国の仲間と熱い想いをシェアしよう✨🧑🔧
ご用命は
こちららの掲示板に返信か
Twitter、インスタのDMでお送りください。
返信先: 樹脂漏れするノズルのメカニズムに悩むしんさん
樹脂漏れはノズルタッチ圧でしたか。
芝浦の220t、ノズルタッチ圧を設定できるとよいですね。・45Mpaで負けてしまう
・前回は成形できていたので、タッチ圧だけでなく、ノズルの傷やノズルの当たり不良も考えられますね。
芝浦220tで良品取りの対策結果知りたいです。
返信先: モールドデポジット対策についてガス発生が蓄積してショートになってしまうのは、金型で直したいですね。
その状態で量産入ったら、不良多発で、ショートの再検査も工数かかるし、見逃し流出も怖いです。移管時の試作で不具合の洗い出しを上長はどんな判断なんですか?
金型の不具合を直さないまま量産に入ると、成形不良の責任を全て製造で持つことになります。
ショート検査や、再検査まで管理しなくてはいけなくなります。私の勤め先では、その状態では量産スタートの承認が絶対に出ません。
不良流出リスクが高すぎますよね。返信先: 射出成形ロボットのプラモデル氏田さん
プラモデル企画もよろしくお願いいたします。造作の細かさは、そのまま切削難易度に繋がりますね。
細かすぎず、大雑把過ぎない、いい塩梅を詰めていきましょう♪できる限り刃物で彫れるように、放電が多くならないようにしていきましょう。
くろずさん
ご参加ありがとうございます。
経験者の参加は頼もしいです。プラモデル作り🔰なので、魚の2枚開きにする程度の知識しかありません。
詳細な部分に関してご意見お願いします♪
できる限り切削で進めたいですね。
名刺サイズのプラモデルにしたいので、細かくなりすぎてしまうのも大変そうですね。
PSで1色か2色を考えています。
1色で1型か、2色で2型。
30t~50tサイズを予定してます。型寸 280□~400□
鋼材の選定はお任せします。
ショット数は、11月までに、10,000個くらい打ちたいですね。
その後は、この金型で全国に射出成形屋さんを回れたら楽しそうですね。射出成形機の厚さを出すのに立体的なモデルになりそうです。
肉抜きや抜けなどが懸念ですね。ガンプラを何種類か購入して構造調査してみます。
13年前くらいの話です。
遊技機のギヤを成形していた時、
ジュラコンは、100%粉砕で、乾燥なしで成形可能でしたw粉砕配合すると、粉のガスがPLに付着するんですね。
新材100%よりガス発生が強くなるんですね。何度も加熱されているので、分解が進んでいるのでしょうかね。
とはいえ、計量時間やクッション最少位置で管理はできなそうですね。小さなギヤのショート全数検査は実際はムリですよね。
見逃し怖いし、小さくて判別も難しいですね。
打ちなおしちゃった方が楽ですね。原料はムダにできないので、成形中のPL清掃まめにして、箱替えも細かくすれば、ショート混入するまではいかずに管理できそうですね。
返信先: 高温成形時の黒条、ヤケ対策(PPSU)osakaizzzさん
ユーデルは強力ですよね。
原料物性が強すぎます。肉厚の試験容器を成形していました。
すぐ炭化します。
1日で黒点が出てきます。
一度保温して次の日に再立ち上げすると、黒点すごすぎて良品が取れないこともありました。
原料費がとても高額なので、すぐ諦めて、スクリュー清掃します。パージ材は、高温専用を持っていないので、通常のアサクリンでは効果ありませんでした。
ポリカ粉砕をガンガン流してもスクリュー表面のユーデルは取れませんね。
ばらしてバーナーで焼き切るのに、5時間くらいかかります。
真っ赤に焼くと、やっと焼けるレベルです。ユーデルはできればやりたくない樹脂ですね。
強すぎるので、コントロールできません。毎回、気持ちの乗らない成形でした。
成形は樹脂温度350℃で、金型を120℃の油温調と、棒ヒーターで熱して成形してました。
金型をあっためると、樹脂温度をもう少し下げられそうですね。それにしてもユーデルの歩留まりは最悪でした。
返信先: 樹脂漏れするノズルのメカニズムに悩むしんさん
成形実績があるんですね。
今回だけ樹脂漏れしちゃうのは解せませんね。
通常はインシュレートを抜くのに、ノズルバックして長いボルトを刺して、引き抜きますが、金型のゲートを叩いて抜く人がいます。
打ち間違えるとゲートを潰すことがあります。
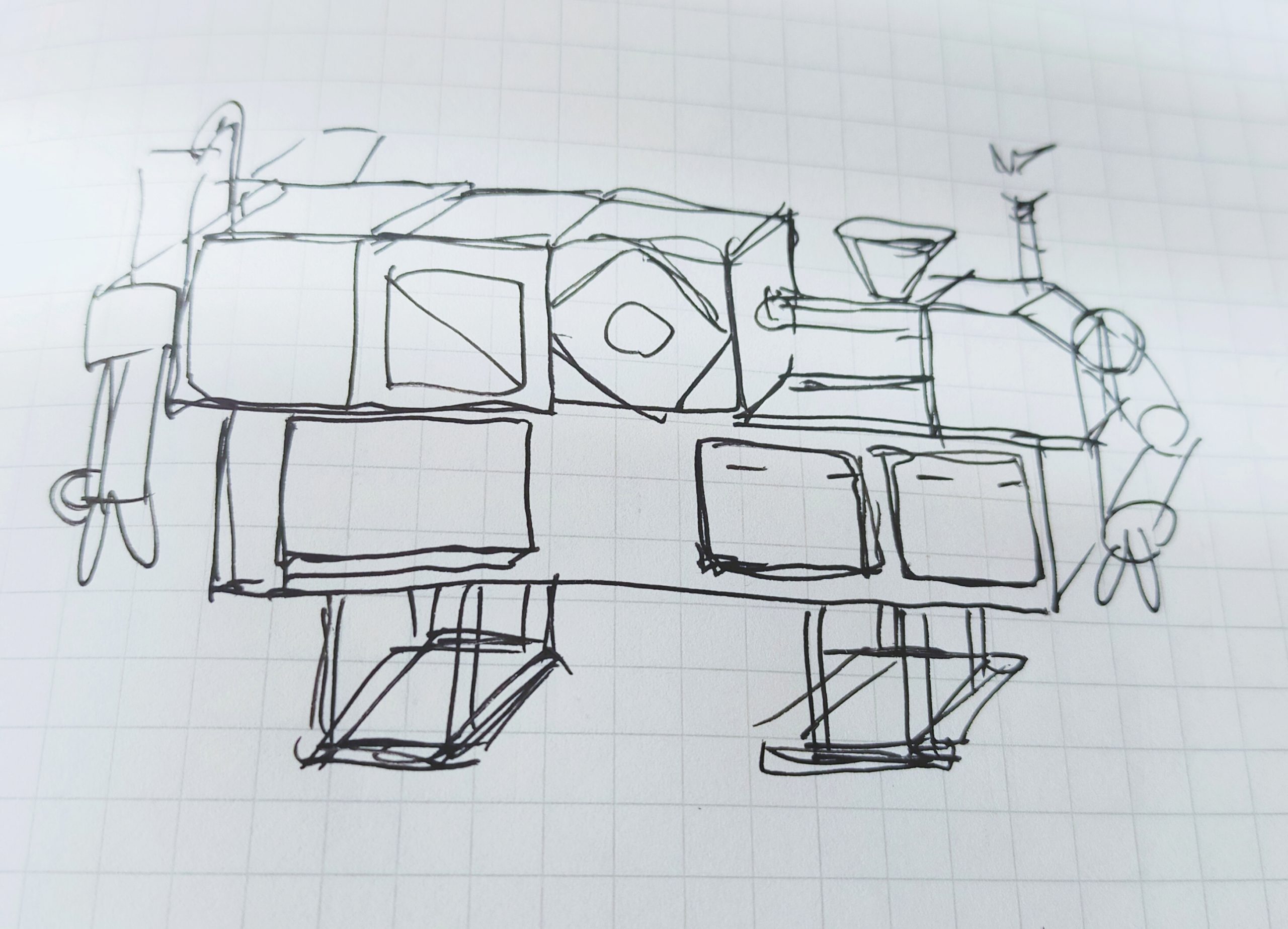
このデザインを少し変えて進めていこうと思います✨
片腕を直交ロボット、両足をコンベアのデザインは、プラモデル化のハードルが高そうです😂
IPFに皆に配るのが目的でした。
初めてなので、欲張らずにシンプルにいきましょー!
Attachments:
返信先: 樹脂漏れするノズルのメカニズムに悩むしんさん
インシューレートの構造ですね。
前ショットとの時間が空くと固化してしまいインシュレートで詰まりますが、それ以外はコールドランナーと同じイメージです。
充填圧力にノズルタッチが負けてますね。
抵抗はゲートの1.5Φだけです。
以前220tで実績はあるのでしょうか?
打てていたのなら、
・ゲートが潰れてる
・ノズルタッチ圧の設定できる(裏画面使用)
お使いの成形機がどのメーカーの電動か油圧かわかりませんが、メーカーサービスにノズルタッチ圧が負けていると相談すると良いですね。
立体的に描いてみた。
コンベアは両足で連結可能はどうだろう?
右腕は、直交取り出し機
左腕は、多関節ロボット
バラすと、射出成形現場になる🧑🔧
Attachments:
返信先: 製品のヤケ·練り込み異物N.Yさん
LDPEのナチュラルは、すぐに茶色の練り込み異物出てきますね。
パージ材流しても完全に取り切れないので、スクリュー清掃が確実ですね。
停止時間を最小にするのに、もう一本スクリューと3点セット準備してます。
速攻でバラして組んで立ち上げます。
LDPEのスクリュー清掃なら、軽くバーナーであぶってワイヤーブラシで落ちますね。
チタンコーティングのスクリューヘッドは、清掃する時に、簡単に落ちるようになります。
画像はPPを2ヶ月打った炭化状態です。
炭化しないというよりは、炭化物を剥がしやすくなるイメージです。
LDPEなら、標準のスクリューと3点セットをもう一本準備して、稼働時間をMAXにして稼ぐが良いです👍
Attachments:
ニゴさん
型修前まで、バランスは問題なかったんですね。
シムで当たりを調整して、バランス戻れば良いですね。
PLにガムテープ張って、簡易的にガス逃げ、流れが変化するか試したりします。
PPは乾燥不要なんですが、以前再生材のPPでシルバーと気泡が発生した時は、80℃で乾燥したら改善しました。色んな原料が混ざってたみたいです。
多点ゲート型で、射速が遅い時と速い時で充填具合が違うのは、知りませんでした。
ランナー通過時の発熱か冷却かで異なるんですね。
参考になります✨
話はそれますが、コールド8点ピンゲートのボトルキャップで、2点重量が入らず、別のキャビティはバリが張ってしまう事象がありました。
その時は、ゲート径変えますか?と提案したところ、製品規格を広げてくれましたw
何か改善のきっかけになれたら幸いです。
引き続きよろしくお願い致します。
返信先: チェーンブロックのメンテナンスについてiam3104さん
やっぱり高額なんですよね🤣
かと言って、オーバーホールする訳ではないんですよね。
基本的には、安全に設計されているので、いきなり落ちてきたりはしないと思うんですけどね。
返信先: 射出成形の取り出しロボットのお悩み募集!みやよもさん
75t以上になると、吸着してコンベアに並べる製品などが増えますね。
可搬重量が必要ってこともありますね。
50tより小さい成形機は、ランナーだけ取り出して、製品は打ち落として受け箱で取ることが多いです。
もちろん小さい成形機でも、予算があって必要なら5軸サーボ導入したいですね✨
コントローラーで教示できるのは楽です。
多関節ロボットは、使ったことないんですよ。
インサート工程や、次工程の画像検査などに使用されている会社さんは見たことがあります。
返信先: オリジナルTシャツ2022えすさん
Tシャツ企画に賛同頂きありがとうございます✨
2/10位に増産分が入荷になります🧑🔧
また、こちらでご連絡いたしますね✨
想いをシェアして熱く盛りあがっていきましょう🔥
返信先: オリジナルTシャツ2022ACEさん
Tシャツありがとうございます✨👩🔧
射出成形女子が、射出成形始めました!ですね✨
社長にも活動に賛同いただき感謝でいっぱいです。
また、PRまでしていただき嬉しいです。
射出成形の日々の出来事をシェアして、楽しんでいきましょう✨
返信先: チェーンブロックのメンテナンスについてiam3104さん
クレーンの点検は、外観は目視、動かして異音と不具合を確認する程度です。トロリーは、ピン付ナットなので、基本的に緩まないと思ってます。
古いクレーンは心配なので、点検したいですよね。
まぁ作りが単純なので、業者にお願いしても、バラして点検することはなさそうです。
オーバーホールするなら、買ったほうが安いというところだと思います🧑🔧✨Attachments:
みやよもさん
片腕:直交ロボ➡取出し
もう片腕:多関節➡ゲートカット、検査、組み立てしっかり働くロボットって感じで良いですね!
返信先: 射出成形の取り出しロボットのお悩み募集!首振りのランナー取るだけなら、単純なのでエアーで十分と思いますね。
成形機のトン数が75t以上なら5軸サーボが使い勝手が良いですね。
横走行の取出し機は、もうサーボ1択です♪
登って降りては、きついし危ないですね。なるほど。金型工業会のリストから総当たりは苦労しますね。
どんな実績がある金型屋さんか測れないですね。
今後どんどん、一社集中していきそうですね。大きな金型屋さんに、早くから話をしておいて、予定を開けてもらうが確実そうですね。
こんなのはどうかな?
手足を取ると射出成形の現場を再現できる🧑🔧✨Attachments:
返信先: オリジナルTシャツ2022Tシャツ入荷しました。
全国の仲間と繋がろう✨
射出成形を盛り上げていきましょう🔥🧑🔧ご希望の方は、下記からお問い合わせください✨
TwitterDM
インスタDM
✉platarou@plastic-fan.comAttachments:
返信先: 射出成形ロボット名前ですね🧑🔧
IPF2023(プラスチック国際フェア)で皆に配ろうと思ってます✨プラモデルは、The 射出成形です✨
製品のデザインから、金型作り、射出成形まで公開して皆で作っていけたら楽しいなって思ってます✨
チューセイさん
コミュニティご参加ありがとうございます。インスタも拝見させて頂いております。
https://www.instagram.com/chusei.injection/高機能素材Weekでお会いしたかったです。
12年の歩みが信頼の証ですね。
チャレンジする勇気尊敬いたします。ベテラン技術者からのインタビュー企画をやっております。
今後、ぜひお話を伺わせて下さい。全国の射出成形の仲間と繋がって悩みや課題を解決できれば、より良くなると信じてます。
これまでのご経験をお貸しいただけたら嬉しいです。
今後ともよろしくお願い致します。
返信先: 射出成形の取り出しロボットのお悩み募集!みやよもさん
ですね!
3軸ncは自在ですね🧑🔧
スターの5軸サーボ使ってます⚙️
スターは手動とフリーモードがあるので良いです。
ユーシンは、手動で設定位置を超えちゃうのが怖いです。
たぐさん
圧縮機の速度調整よりも金型温度が効くんですね。
スプルーが邪魔して入れ子で割れないんですね。
袋小路は厄介ですよね。
製品形状の設変が可能なら、肉厚変えたり、ボスを立てて、フローフロント調整するとか。
可能性は低いですが、温調機2台使って、水路を分けて、温度差つけてみると流動変わるかも。
oniさん
要求品質や、勘所がポイントになりそうですね。何回か仕事を重ねて、すり合わせていく感じですね。
今まで、新規の金型屋さんと仕事をスタートする時は、どちらから探していたんですか?
返信先: 射出成形の取り出しロボットのお悩み募集!みやよもさん
今日スターさんの営業所で、上下軸先端についた3軸NC見てきました。
ゲートカットに、画像検査、パレタイズなんでもこなしますね。
エアーシリンダーの90°だけの姿勢動作から、無限の可能性感じました。
たぐさん
トランスファー成形は未経験です。
ポッドにプレヒートした樹脂を入れて、圧縮充填するんですね。
トランスファー成形の補足をさせていただきます。
知らない方向けの参考記事
共和工業㈱様
ゴム成形の種類
https://www.kyowakg.com/tech/mold-type/無知でして想像で話をさせていただきます。
金型で改善できないってことは、PLからガスを逃がせない感じですか?
ガス逃げは、袋小路のウェルドになってしまうのですか?圧縮機の速度はコントロールできるんですか?
充填速度が変わると、ガス逃げが変化すればよいですね。
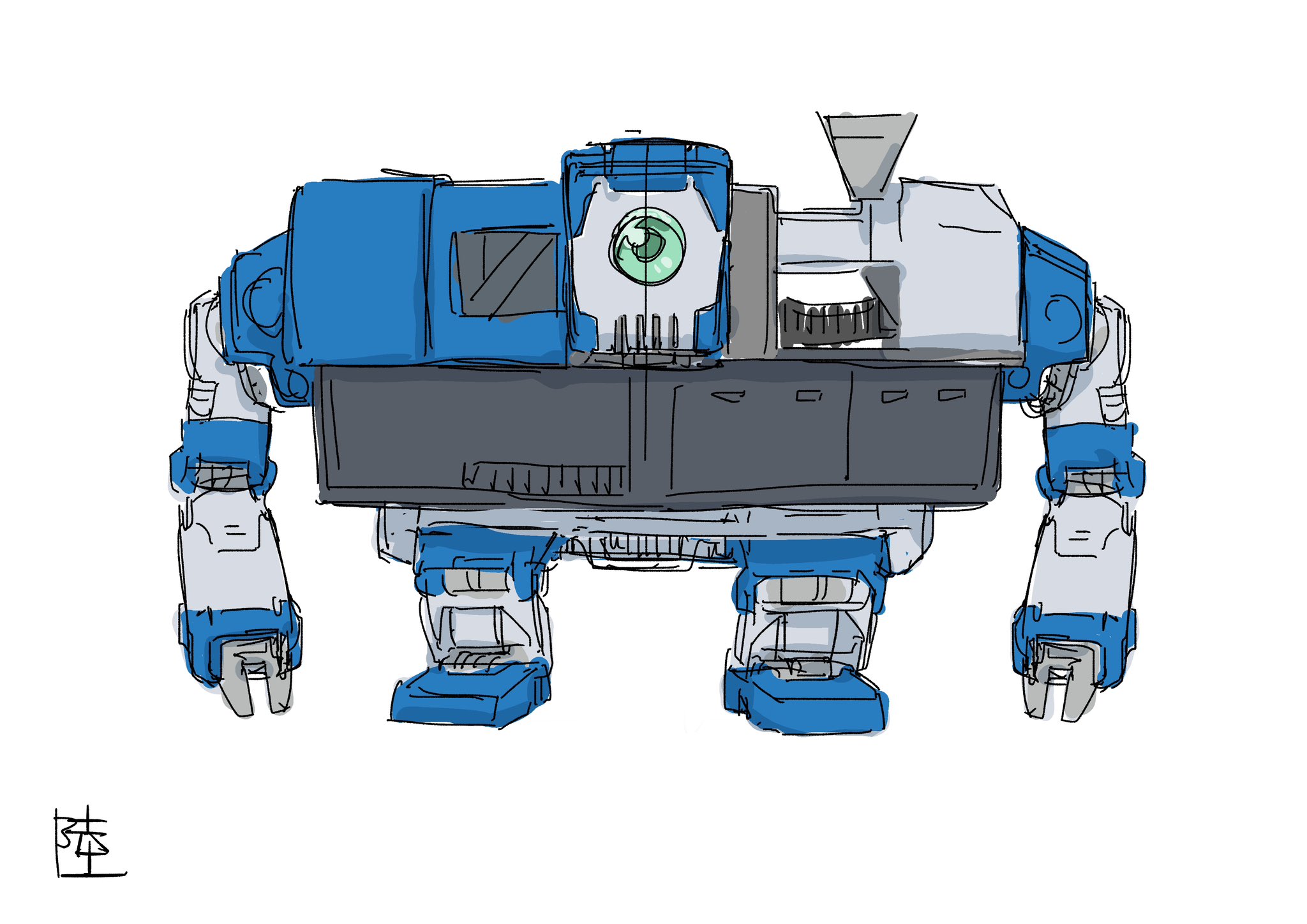
返信先: 射出成形ロボット名前射出成形ロボット
射出成形機から、変形したらかっこいいね⚙️
ベアブリックっておもちゃ
一人ひとりデザインを変えられる
プレーンなデザインがいいね✨
今日は、商社さんと話してたら
「サイブリックってかっこよくないですか」って?
射出成形機は、横になっててサイみたいだし✨
射出成形機からサイにトランスフォームしたらかっこいいよな✨
皆で造る
射出成形機ロボットのプラモデル
絶対にたのしいよね✨
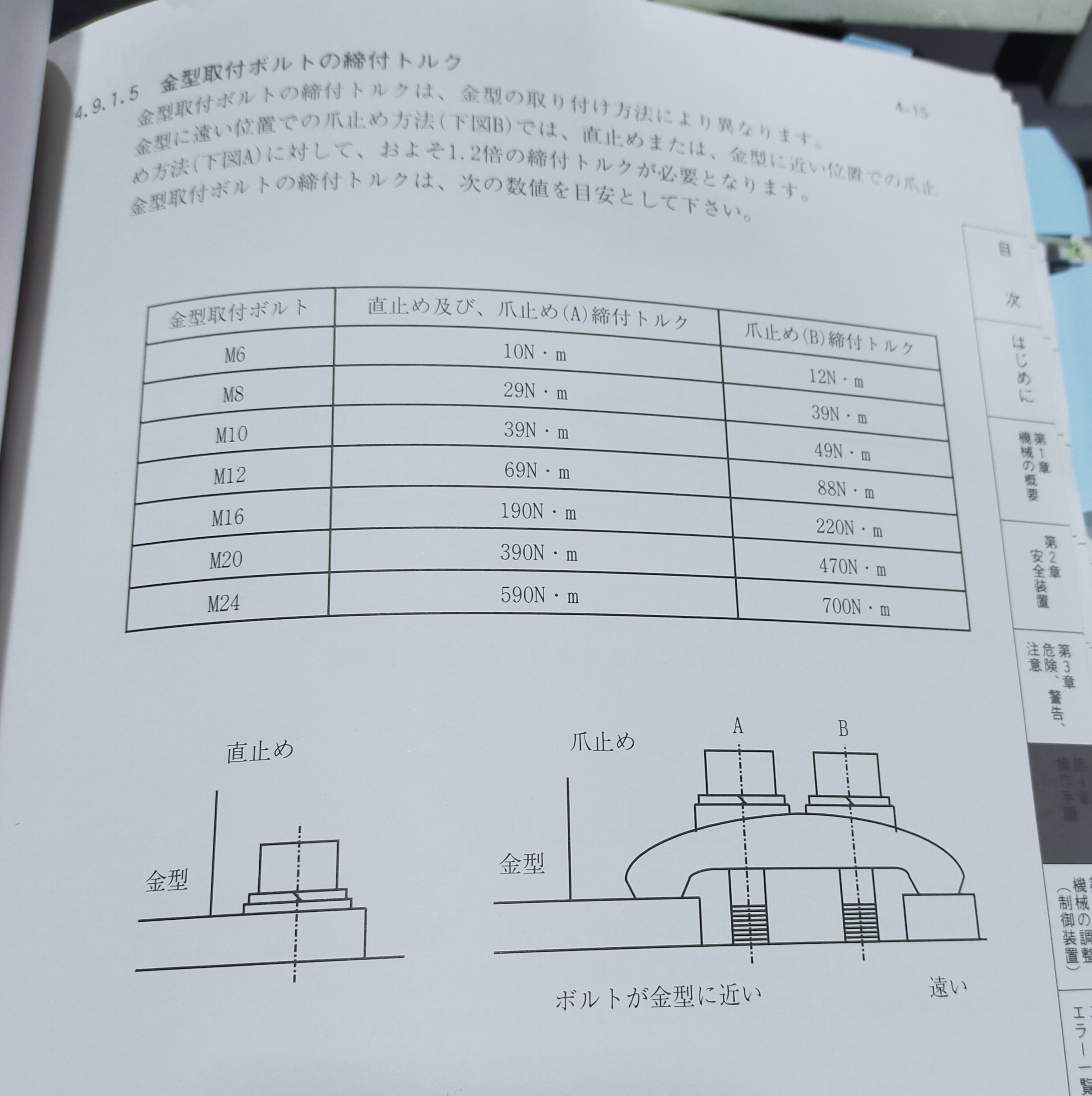
返信先: トルクレンチについてトルクレンチは、東日製作所が良いですよ✨🧑🔧
50t〜130tは、M16ボルトですかね?
成形機に使用するボルトの大きさに合わせて、規定トルクが決まってるので、参考にしてみてください。
トルクレンチは、いくつからいくつまでのトルクを自分で変えることができるタイプ
1つのトルクが決まっているタイプ
2種類あります。
添付資料は日精樹脂工業の取説からです。
Attachments:
返信先: オリジナルTシャツ2022はい♪
紺は、射出成形に最適ですね。油汚れに強いです。
また連絡いたします。
トモリックさん
コミュニティ参加ありがとうございます。工場の片づけはどの会社も共通の悩みですね。
原料倉庫の試作材が増えていきますw
散らかしたペレットを掃除しない人は毎回同じなんですよね。
「忙しくて掃除できない。」と言いますが、そんな人は暇になっても絶対に掃除しませんw悩みをシェアすることで、みんなの気付きに繋がります。
また、これまでの経験を活かして、射出成形の仕事にチャレンジしたい人や、初学者の悩みにもぜひお力をお貸しいただけたら嬉しいです。引き続きよろしくお願いいたします。
COEさん
コミュニティ参加ありがとうございます。
海外に金型発注する際は英語なんですね。世界の射出成形金型事情をお聞きしたいです。
射出成形×英語は、可能性たくさんですね。
私も英語勉強してます♪グローバルな視点やご経験をコミュニティにお貸しいただけたら嬉しいです。
全国の仲間が気軽に悩みを相談しあえる場にしていきますので、引き続きよろしくお願いいたします。
返信先: オリジナルTシャツ2022tomorickさん
今回のTシャツは、紺(ネイビー)のみです。
1月25日くらいに入荷になります♪
毎年作っていきますので、一緒に射出成形を盛り上げていきましょう✨
こちらのトピックで入荷案内しますね。返信先: 射出成形の取り出しロボットのお悩み募集!miyayomoさん
現場の声ってなかなか聞く機会がないですよね。コミュニティは、悩みが集まりそうですね!
皆で悩みをシェアすることで、大きく1歩前進できそうですね。私の悩みは、
メーカーごとに【操作の呼び方が違うこと】です。初学者は混乱するし、ベテランも新しいメーカーを使う時に、認識が遅れます。
その他、思い出したら書きますね✨
「悩みないですか?」の悩みも掘り出せるコミュニティに育てていきたいですね!
引き続きよろしくお願い致します。
返信先: ボルト等を緩める道具についてACEさん
女性の力だと、緩まないことありますよね。
2つやり方があります。①さらに長い1m位のパイプを使う
②パイプの端を少し大きなハンマーで叩いて緩める女性だと、①の長いパイプが安全と思います。
金型を取り付ける人が、落ちては心配という思いで強めに締めてしまうものです。
トルクレンチで管理できれば良いんですけどね。
Attachments:
ACEさん
コミュニティ登録1番乗りの射出成形女子
ご参加ありがとうございます。
並びに、射出成形Tシャツの普及活動御礼致します。今、全国で一番やる気ある射出成形者だと思います。
小さな工場だと、それぞれが仕事を抱えているのでなかなか教われないですよね。
女性ならではの細やかな視点は、射出成形業界に新しい風が入ります。
射出成形作業で、わからないことや困ったことはどんどんシェアして下さい。
私を含め全国の皆の【気づき】になります。
今後、どんどんご活用下さい。引き続きよろしくお願いいたします。
oniさん
「金型の悩み」掲示板を作成し移動させていただきました。
プラ型作成の金型屋さん探しは大変ですね。今までは、地域の金型屋さんや、紹介などが主流だと思います。
業種が異なると、要求品質が異なるので、いきなり大きなお仕事をお願いするのも難しそうですね。
今後、各業界で同じ悩みが出てくると思います。
本コミュニティは、新しいチャレンジと考えています。
全国のプラスチック成形業界をがっちり繋いぐことで、お互いが利益を共有できるといいですね。
金型屋さんのコミュニティ参加を今後強化してまいります。
よろしくお願いします。返信先: 初めまして、みやよもと申します。みやよもさん
コミュニティご参加ありがとうございます。
機械メーカーさんの悩みですね✨
ユーザーの生の声は、貴重ですよね。
例えば、金型温調機で困ってること教えてくださいって相談してみてください。
皆の経験から更により良い商品開発ができそうですね。
これまでメーカーさんで培った知識を、全国の仲間の悩み解決に手伝っていただけたら嬉しいです。
今後もよろしくお願い致します。
れじぇんどさん
コミュニティ参加ありがとうございます。
色々学べるののはいい経験になりますね。
私は、27歳の時に転職をしました。れじぇんどさんと同じで2級を取得している状況です。
町工場で色々経験を積み➡医療業界が安定しているし需要が高いだろうなと思い転職しました。
技能を習得してきて、昇給や転職など将来のことを皆が思い悩む年齢ですね。
色々な技能士人生の歩み方がありますね。
コミュニティで、全国の先輩や仲間の考えや想いを聞いていくことで自分に最適な選択ができるとよいですね。
これまで培ってきた技術をお貸しください。
今後ともよろしくお願いいたします。
返信先: 初めましてosakaizzzですosakaizzzさん
マニュアル購入ありがとうございました。
そうなんです。
やる気が先行しないと、行動がポジティブになりません。
第一歩が本当に大事です。
このコミュニティでは、やる気マンマンの射出成形の仲間ばかりです。
でも、だって、どうせと諦めるのではなく、どうしたら良いか知恵絞って改善したいですね✨
全国に仲間がいるって頼もしいことですね🧑🔧
mojiさん
コミュニティ参加ありがとうございます。
技能検定2級タイムオーバーおしかったですね。
Noteご購入ありがとうございました。
不慣れな成形機や、緊張、普段の成形作業と違いますよね。
実務で相談できる方がいないと困ることが多いですよね。
射出成形のノウハウはオープンにならないので、ネットで検索しても答えまでたどり着けないです。
私も昔、気軽に聞ける先輩いたらいいなと思っていました。
エラストマーの成形で困っている方がいたら、mojiさんぜひお力をお貸しください。
質問やトラブルなど、シェアしていただき、ぜひコミュニティをご活用下さい。
今後、ベテランの皆様にインタビューを行い、実践的なノウハウを整えてまいります。
引き続きよろしくお願いいたします。
返信先: はじめまして、HaruyoですHaruyoさん
コミュニティ参加ありがとうございます。
射出成形業界の繋がりをまさに作っているコミュニティです。
一人の悩みは皆の悩みと感じてます。
誰かの失敗をシェアすることで、助け合える。
さらにより良いものづくりができると信じてます。
ものづくり×メタバースは色いろな可能性がありそうですね。
ぜひぜひ交流していきましょう。
よろしくお願い致します。
返信先: タグと言います。よろしくお願いしますタグさん
お待ちしてました。ご参加ありがとうございます。
プラ通は、タグさんのサイトでしたか!
これまで培ってこられたスキルをお貸しいただけたら嬉しいです。
新卒から特級取得までの道のりを是非インタビューさせて下さい。
特級を目指してる人の背中を押せると思います。
また、子育てと転職は、若手技術者皆の共通の悩みと思います。
各ご家庭の育児・家事参加を語るのもよいですね。
私は、仕事に熱中するとブレーキが効かなくなってしまうので、いつもかみさんに「いい加減にしなさい。寝ろ。」と怒られてます。
是非一緒に盛り上げていけたらと思ってます。
引き続きよろしくお願い致します。
返信先: 初めましてosakaizzzですosakaizzzさん
ご登録ありがとうございます。射出成形は、業界によって求められる品質が大きく異なります。
寸法、外観、機能など、要求される品質をよく理解することが重要ですね。
本能型で何となく成形条件は出せてしまうことがありますが、ロジカルに成形条件を組むことで、トラブル時の対応がスムーズに進みます。
なんでも気軽に聞けるコミュニティです。
ぜひぜひご活用ください。
返信先: ニゴです。初めましてにごさん
ご登録ありがとうございます。
豊富なご経験と、指導力をお貸しいただけること本当に嬉しいです。
射出成形業界の技術伝承は、今後の課題と感じています。射出成形業界に入ってくれた若者が、一人前になる前に離職してしまうケースをたくさん見てきました。
本コミュニティで、今後語られていく悩み相談を元に、オンライン型の教育素材の提供を考えています。
全国の射出成形に従事する若手の教科書、トラブルシューティングのマニュアルがあれば、解決できる問題もあると思っています。
その際は、ぜひ講師として、お力をお貸しいただければと思っています。
引き続きよろしくお願いいたします。
返信先: 初めまして。よろしくお願い致します。IO MOLD TECHNOLOGY様
ご登録ありがとうございます。
金型設計、作成、試作、量産まで一貫して請け負えるのは強いですね。
たくさんの経験が蓄積されますね。
射出成形業界では、技術をオープンにできないので、自社のPRをする機会もなかなか少ないと感じています。
このコミュニティを通して、相互に技術や悩みをシェア・解決していくことで新しい商機が生まれると感じています。
是非お力をお貸しいただき、一緒に業界を盛り上げていけたらと思います。
引き続きよろしくお願いいたします。
iam3104さん
ご参加ありがとうございます。
設計、加工、成形試作は、たくさん経験できますね。
お勤めの会社で、実務を通して学ばれたんですか?
射出成形製品の開発がしたいって人は、多いと思います。
どんな風にスキルを身に着けたら良いか、アドバイスをいただけたら皆嬉しいと思います。
また、開発職ですと難題が多いと存じます。
コンプラが許す範囲で、本コミュニティをご活用いただけたらと思います。
これから、相談や企画を通して仲良くしてください。
引き続きよろしくお願い致します。
もろほしさん
昨年、産業用ロボット講習参加しました。車メーカーさんの工場内でしたので、射出成形取り出し機ではなく、多関節ロボットでの講習でした。
共通なんでしょうけど、微妙に話が噛み合わない印象でした。
射出成形の現場作業員が受けるなら射出成形の取り出し機メーカーさんの産業用ロボット講習がよさそうですね。
返信先: 射出成形の現場へ転職したい!!たけるさん
初心者でも求人されてる企業さんは多いと思います。業界は違えど、培った能力を発揮することはできますね。
どんな仕事も下積みは必要です。
しんさんのおっしゃる通り中小企業さんでは色々な業務を経験させてくれます。
初めは、選り好みせずなんでも勉強だと思って挑戦するのは、成長を加速させます。
ものづくり業界で頑張っていきたいという想いが大事ですね。
週末や、隙間時間に、射出成形工場のアルバイトをしてみるのも良い方法です。
技能士取得 応援しています。
返信先: HAL900です。初めましてHALさん
ご参加ありがとうございます。
すごく稀有なご経歴ですね。
手動射出成形機は、家庭で子部品を量産できそうですね。
プラスチックファンで、ぜひPRしてみましょう。
手動射出成形機でどんな製品が成形できるのか?
手動射出成形機で使う金型はどうやって作るのか?
全国には興味ある方いると思います♪
プラスチックファンを活用ください!
オリジナルグッズのコラボも楽しそうですね。
引き続きよろしくお願いいたします。
しんさん
ありがとうございます。
反響の大きさに驚いています。
ひとくくりに射出成形といえど、業界が違えば全く通用しないことも多いです。
いろんな働き方や考えたあると思います。
今年一年かけて、広くたくさんの方と繋がって、みんなからお話を聞かせてもらいましょう。
一発目に、しんさんインタビューさせて下さい。
どんな道を歩んできたのか。
どんなことをおすすめしたいか。
これから射出成形の仕事を始める方にメッセージ。
もちろんご自身のPRあればどうぞ。20~30分の対談形式でお願いします。
楽しみです。
返信先: 初めまして、しんと申します。しんさん参加ありがとうございます。
マイスターをお持ちの特級技能士は全国でも数名だと思います。
とても頼もしいです。
全国の射出成形工場に勤務する若手に向けて、知識と技術をおかしいただけたらと思います。
ぜひよろしくお願いいたします。
返信先: ひじきです。仲良くして下さい!ひじきさん
ご参加ありがとうございます。
ひじきさんの指導力、リーダーシップはお見事です。ぜひ、全国の射出成形現場の悩み解決にもお力をお貸しいただけたらと思っています。
静岡、大分に続き愛知でご活躍楽しみです。
今後よろしくお願いいたします。
返信先: よろしくお願いします!たけるさん
コミュニティ参加ありがとうございます。
全国のプロフェッショナルがたくさん集まってます。
射出成形や、転職の悩みなどお気軽に質問くださいね。
よろしくお願いいたします。
やならばさん
ご参加ありがとうございます。インジェクションブロー成形は、希少な経験ですね。
ぜひよろしくお願いいたします。
けんさん
コミュニティ参加本当にありがとうございます✨射出成形の知識と経験豊かなけんさんが全国の射出成形の仲間の悩みを解決してくれますね!
今後ともよろしくお願い致します。
もろほしさん
参加ありがとうございます✨最高の知識と経験で、全国の皆の悩みがうまく解決できますね🙇
本当に頼もしいです。
引き続きよろしくお願い致します。
-
投稿者返信