射出成形現場で役立つメモを記録していくよ。電気工事士手帳や看護師手帳の様に勘所をおさえた覚書をイメージしています。ブックマークして何かあった時に見直してね。
射出成形 役に立つ知識と技術
段取り順番のポイント
停止時間を最少にすることが、利益最大化に繋がります。段取り換えのうち、加熱筒温度の上げ下げ(特に下げ)に一番時間がかかります。金型を外す前に、加熱筒の準備(パージ置き換え)を進めましょう。
- 加熱筒の準備
- 原料タンク・配合機の清掃と次の原料の仕込み
- 取出しチャックの交換
- 金型交換
- 粉砕機の清掃

プラ太郎
加熱筒の準備が一番重要ね。以下は、クレーンや掃除機の空き状況に応じて組み換えよう。
射出成形金型 役に立つ知識と技術
ボルト長の選定
ボルト外径×1.5以上
| ボルトサイズ | ボルト外径(mm) | 締め込むボルトの長さ(mm) |
| M12 | 12 | 18mm以上 |
| M16 | 16 | 24mm以上 |
| M20 | 20 | 30mm以上 |
| M24 | 24 | 36mm以上 |
プラ太郎
ボルト長が浅いと、締め込んだ時のかかりが少ないので、プラテン側の雌ネジが切れてしまうよ。

水口の選定
インチか分(ぶ)で呼ばれるのが一般的です。射出成形金型でよく使用されるのは下図の通り。
| インチ呼び | 通称 | ネジ部外径(mm) 小数点第二位 四捨五入 |
| 1/8 | 1分 | 9.7mm |
| 1/4 | 2分 | 13.2mm |
| 3/8 | 3分 | 16.7mm |
| 1/2 | 4分 | 20.1mm |
| 3/4 | 6分 | 26.4mm |
| 1 | インチ | 33.2mm |
プラ太郎
現場では、インチ呼びか通称ですね。1/4=2/8で2分、1/2=4/8で4分。約分されてるから、慣れるまで混乱するね。

射出成形原料 役に立つ知識と技術
原料の予備乾燥温度と時間の目安
| 原料の種類 | 記号 | 予備乾燥温度(℃) | 乾燥時間(時間) |
| ポリカーボネート | PC | 120 | 4~6 |
| ポリブチレンテレフタレート | PBT | 120 | 4 |
| PET | PET | 120 | 4 |
| ポリアミド(6ナイロン) | PA6 | 80 | 8~15 |
| ポリアミド(66ナイロン) | PA66 | 80 | 8~15 |
| ABS樹脂 | ABS | 80 | 2~3 |
| アクリル | PMMA | 70~100 | 3~6 |
原料の予備乾燥の基礎知識
- 分子中のエステル結合がある原料
加水分解が起こるため水分をしっかりと予備乾燥が必要です。PC(ポリカーボネート)PBT(ポリブチレンテレフタレート)PET樹脂。 - 吸湿しやすい原料
ポリアミド系の原料。通称ナイロンですね。袋開封すると吸湿していきます。予備乾燥しておきましょう。 - 空気中の水分を吸湿する原料
ABS樹脂、アクリルなどは、吸湿するので予備乾燥が必要です。
射出成形工場 連休前の確認事項
長期休暇明けにスムーズに機械を稼働するには事前の準備が重要です。連休前の確認事項に使ってね。
①バッテリーの交換時期の確認
成形機、取出し機、その他の内部メモリのバッテリーは定期的に交換が必要です。メーカーの推奨交換期間前に交換しましょう。2~3年が一般的ですね。交換した日を表示しておくとよいね。(もしくは、次回交換予定日を表示しておくとより良いね。)
成形機
□成形機の条件メモリバッテリー(油圧機、電動機どちらも)
□電動成形機の各軸サーボアンプのバッテリー(射出軸、スクリュー回転軸、型開閉軸、EJ軸)
取出機
□取出機のメモリバッテリー
□取出機の各サーボアンプのバッテリー
(サーボモーターを有する軸。5軸の場合は、①製品上下軸②製品引抜軸③ランナー上下軸④ランナー引抜軸⑤横行軸)
混合機
□混合機の内部メモリのバッテリー
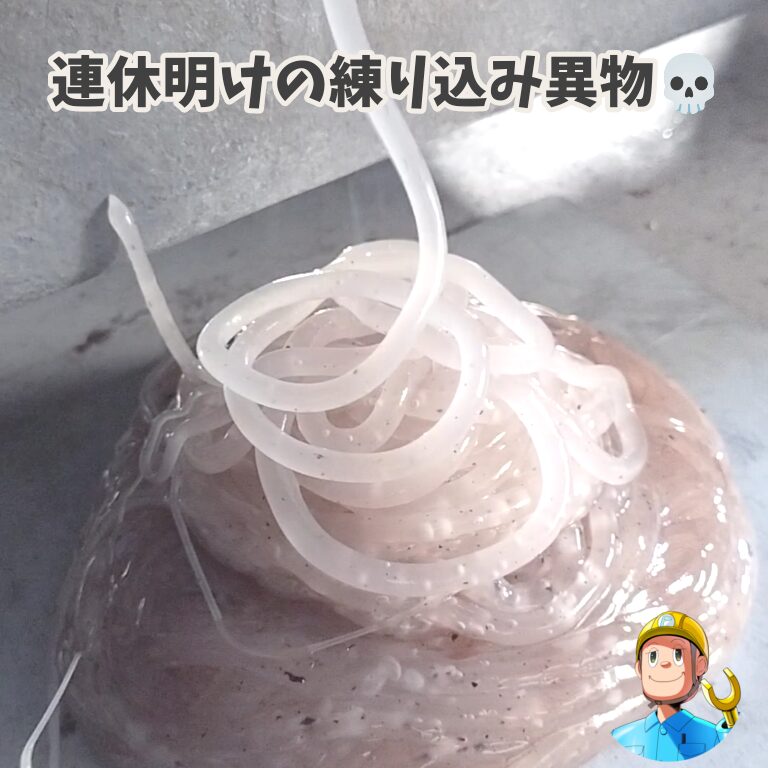
②パージ止め
年明けの生産予定に応じて加熱筒内をパージ材に置き換えておこう。加熱筒の温度を一旦落とすと、スクリューや加熱筒内部の炭化物が剥がれ落ちるよ。パージ材に置き換えておくことで、その炭化物をパージ材が掻き出してくれるよ。
パージ止めの判断基準
- 透明やナチュラルカラーの成形品
パージ材でも取り切れない場合があるよ。そんな時は年末か年始にスクリュー清掃を計画しよう。スムーズに立ち上げが難しい時は諦めが肝心 - 練り込み異物が関係ない成形品
黒色や有色の成形品や練り込み異物の品質規格が甘い成形品は、パージ材は不要です。スクリュー前進限でヒーターOFFです。 - エンプラや物性の強い原料
物性の強いエンプラや炭化しやすい添加剤の入った原料で停止する時、パージ材で前材料をしっかりと抜いておきましょう。パージ止めが最適です。 - 汎用プラや長期同じ原料を成形している時
スクリュー、加熱筒のこびり付きが少ないようなら、そのままヒーターを切って問題ありません。立ち上げ時に気持ち多めのパージをして練り込み異物が出ていないことを確認してから立ち上げましょう。
スムーズな立ち上げをしたい時は、パージ止めが確実ですね。