
-
トピック
-
- 【製品情報】
◇樹脂:PP(ホモポリマー)
◇製品:計量容器(16個取り)ツバ有り 100CC【金型構造/成形機】
◇スリープレート
◇天面中央1点ピンゲート
◇ストリッパー突き出し
◇コールドランナー
ランナー配置:トーナメント型(等長型)
◇キャビティ単独角入れ子
◇成型機:220トン【成形不良発生の状況】
起型(当方は当時居ない)してから5年間経過し、計量の標線の追加で起型した金型メーカーで総バラシ改造後、トライ。
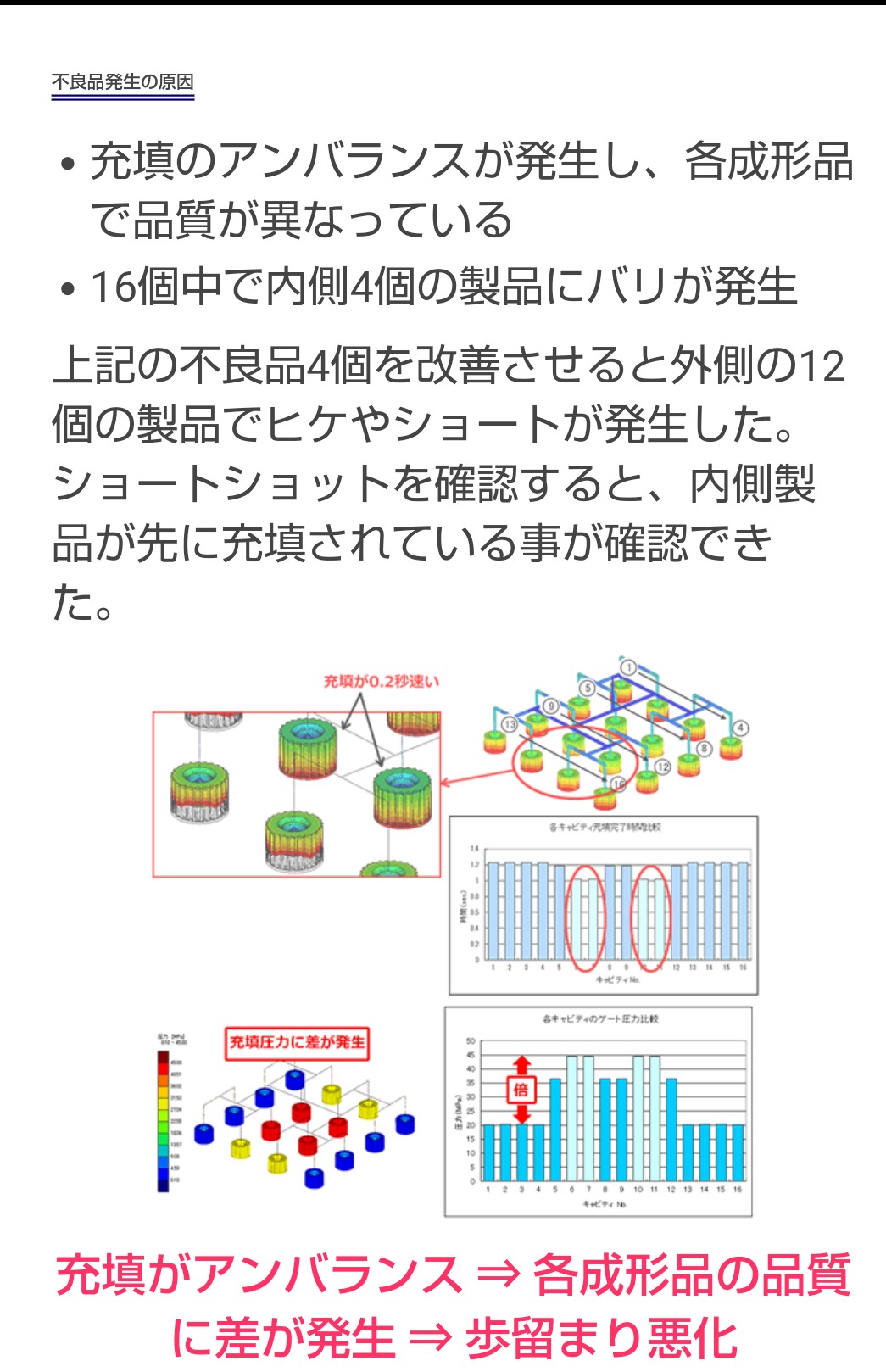
製品の流れバランスが崩れて、スプールに近い内側2個のみ最終充填箇所にエア溜まりが発生。30%充填度で流れが天地方向で偏っていて、最終充填に近くなるとツバ部が先に充填しエア溜まりが発生し、射出速度、加熱筒温度設定、回転数、背圧等成形条件を色々と振ってみたが直せない状況になっている。
原因は、現在、不明だが金型の「ズレ止めライナー」に調整シムが入っていた可能性が有りそう。
まずは、同時充填をしてから、ズレ止めライナーのシム調整をしたいと考えました。
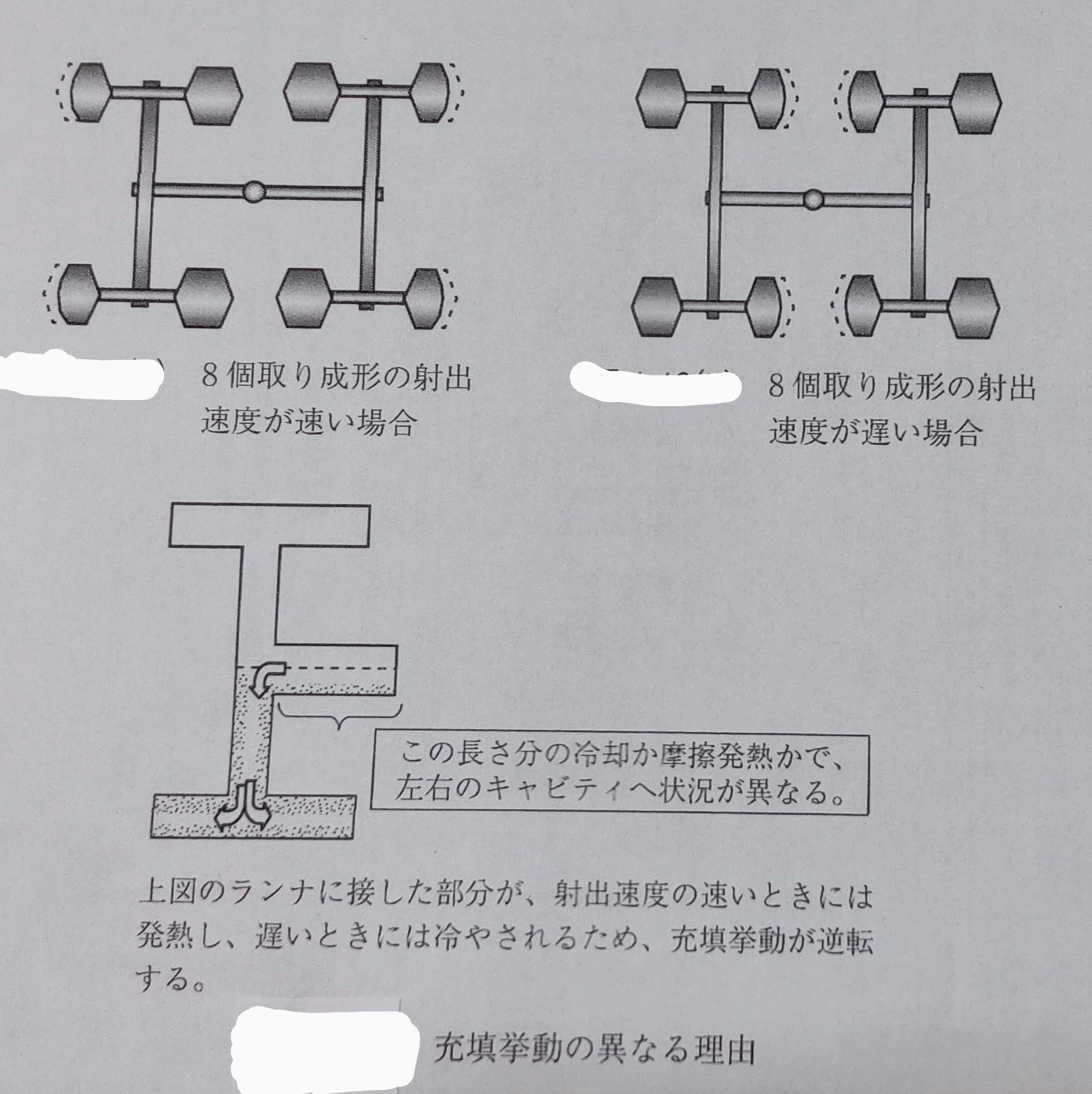
原点に戻って文献や流動解析PR資料によれば、トーナメント型の等長ランナーでも射出速度によって同時充填にならないし、流動解析では、ランナーの適正化が必要とあります。
【要望】
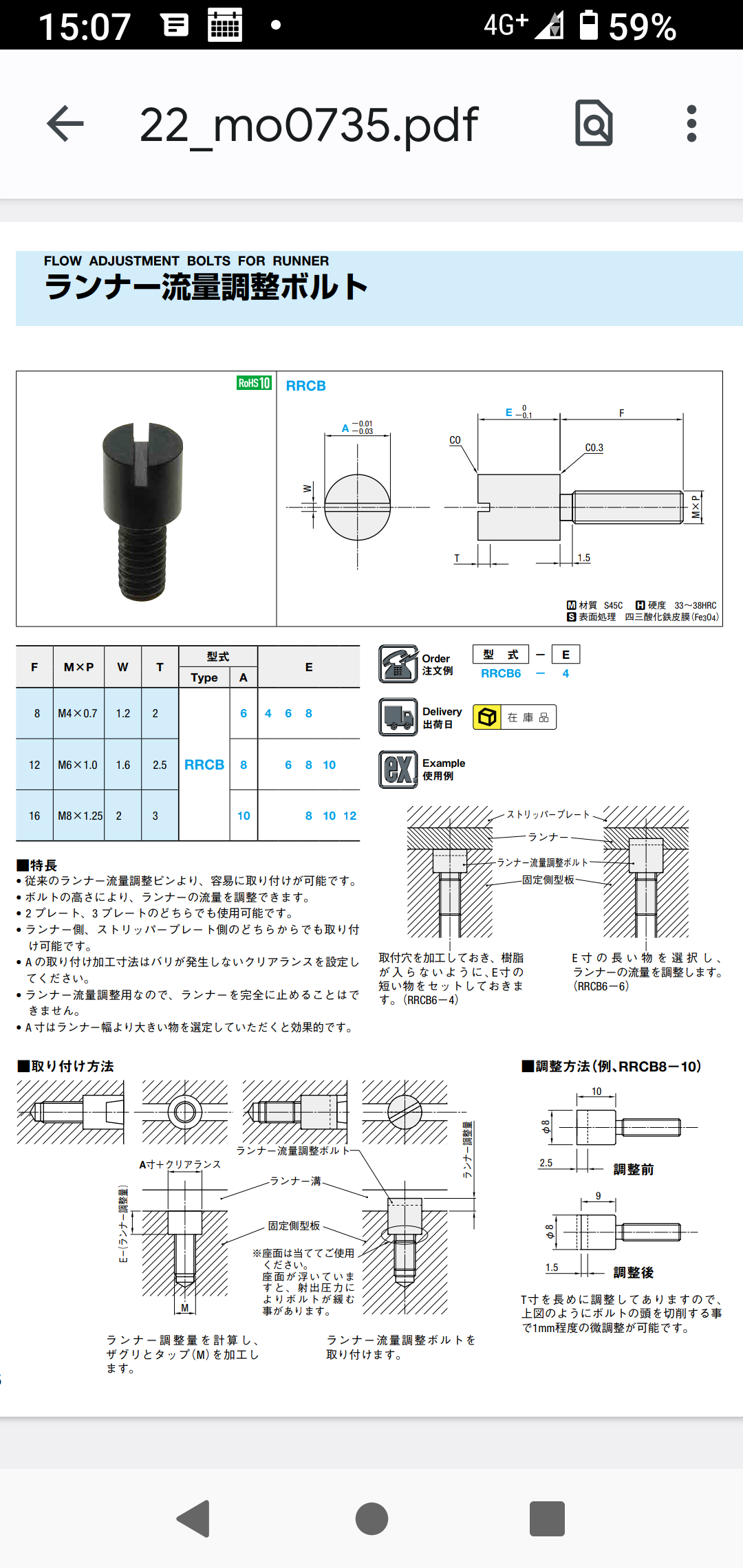
費用を極力かけないで、同時充填の方法はあるのでしょうか?
是非、経験のある方に教えて戴きたいです。
Attachments:

6件の返信を表示中 - 1 - 6件目 (全6件中)
6件の返信を表示中 - 1 - 6件目 (全6件中)
- このトピックに返信するにはログインが必要です。