射出成形機は、プラスチック原料を溶かして金型に充填する機械です。
射出成形機の構造をポイントを押さえて紹介していきます。
- 射出成形の仕組み
- 射出成形機の構造
- スクリューの構造
- せん断熱とは?
- スクリュー3点セットの役割
- スクリュー3点セットの構造

射出成形機の構造 スクリューの役割
1.射出成形機とは?
射出成形機はプラスチック原料を溶かして、金型に充填する成形する機械です。
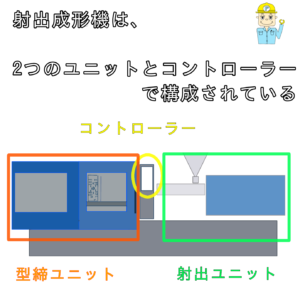
射出成形機は、3つのユニットで構成されています。
- 射出ユニット
- 型締ユニット
- コントローラー
ⅰ.射出ユニット

射出ユニットの役割は大きく分けて2つ。
- プラスチック原料を溶かして混ぜる
- 金型内に、充填する
一般的な射出成形機では、加熱筒内の1本のスクリューが回転と前後動作をし、原料を溶かし、金型内に充填をします。
ⅱ.型締ユニット
型締ユニットは、金型を開閉します。
充填した樹脂がはみ出ないように、数十トン~数千トンほどの大きな力で型締めします。
また、製品を突き出します。(エジェクト動作、エジェクター)
通常、成形機のサイズは、型締力の強さで呼ばれます。
50t、100t、180t、350t、650t、1000tなど。
ⅲ.コントローラー
コントローラーは、射出ユニット、型締ユニットの制御部です。
射出、金型開閉値を設定します。
タッチパネル式のコントローラーが主流になってきています。
2.スクリューの役割
射出ユニットの役割を解説していきます。加熱筒の中は、スクリューが入っています。

【スクリューの役割】
- 計量:スクリューを回転させ、原料を溶かす。
- 射出:計量した原料を金型内に充填。
ⅰ. 計量
- 原料は、加熱筒へ自重落下します。
- スクリューを回転させることで、スクリューの溝に沿って原料が溶け、前方へ送られます。
原料は下記2つの熱により溶融します。
・加熱筒のバンドヒーターからの熱
・混練によって発生するせん断熱(下記に解説)
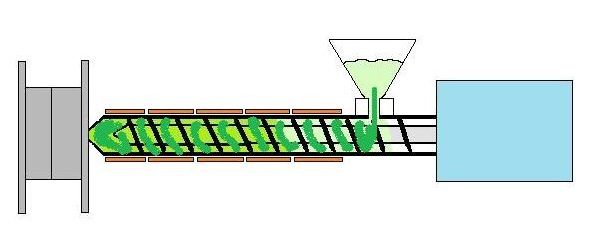
- 溶融した原料は、圧縮混練されながら先端部に送られると共に
スクリューは後方へ下がっていきます。
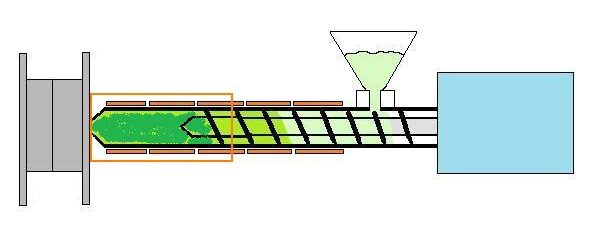
この時、スクリューを後方から押す力(背圧)をかけ、密度を上げます。 - 金型に充填される量(計量完了値)まで、スクリューは回転後退します。
最後に計量した原料にかかる圧を抜くためにサックバック(無回転後退)をします。
ポイント
【せん断熱とは?】
射出成形機の加熱筒内で、原料を計量するには、背圧をかけながらスクリュー回転します。
スクリューの形状は、溝が後方から供給され、中間部になるに連れ徐々に浅くなっていきます。
原料は溶けながら、空間が狭くなっていき、圧縮されていきます。
この圧縮された時に発生する熱を せん断熱 と呼びます。
スクリュー回転、背圧を高くすると、せん断熱は強くなります。
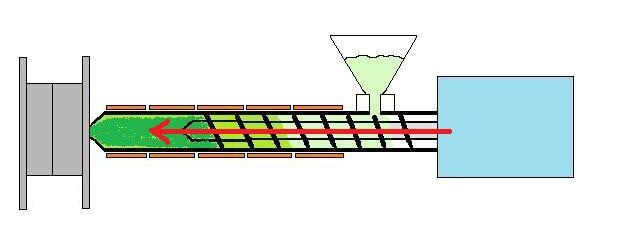
ⅱ. 射出
- 計量された原料は、スクリューを前方に押し込む事で、金型内に充填されます。
3.スクリュー・スクリュー先端の構造
(ⅰ)スクリュー全体図
スクリューの全体図は下記になります。
- スクリュー
- スクリュー先端 の2つの部門で構成されています。
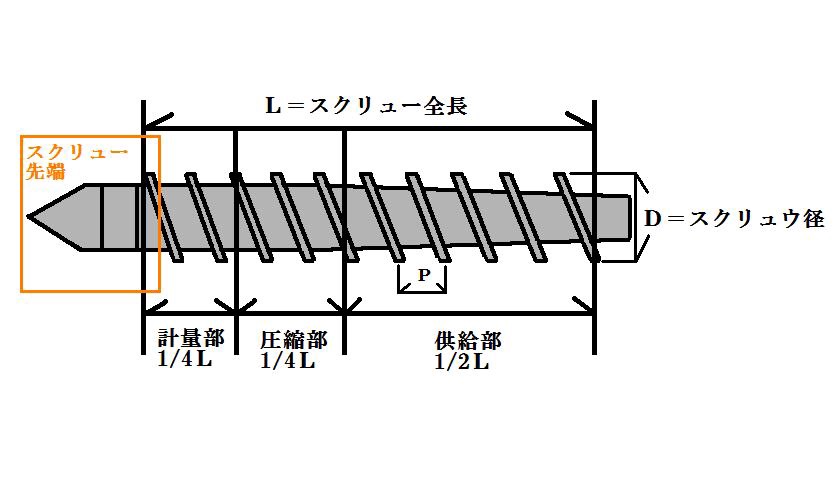
(ⅱ)スクリューの構造と各ゾーンの役割
スクリューは、細かく分けると3つのゾーンで構成されています。
- 供給部
- 圧縮部
- 計量部
それぞれに特徴があり別の役割を担っています。
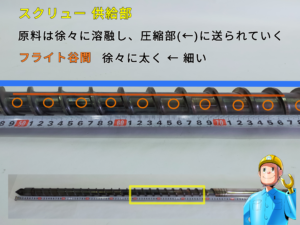
①供給部(後方 全長の1/2)
自重落下してきた原料をスクリュー回転によって前に送ります。
まだ十分に溶融していないのでこの部分では、
原料のかさがが大きいのでスクリューの溝が深くなっております。
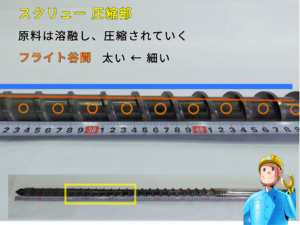
②圧縮部(中央 全長の1/4)
前に送られた原料が圧縮混練されます。
ここではスクリューの溝が徐々に浅くなっていきます。
原料はバンドヒーターの熱と回転の摩擦熱(せん断熱)を得て、
温度上昇しながら溶融していきます。
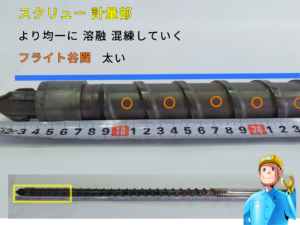
③計量部(前方 全長の1/4)
圧縮混練された原料は計量部で、よりムラ無く均一に混練され前に送られます。
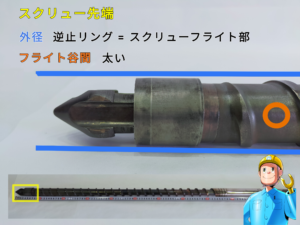
(ⅲ)スクリュー三点セットの構造
スクリュー先端は、細かく分けると3つの部品で構成されています。
スクリュー3点セットと呼ばれています。
- スクリューヘッド
- 逆止リング
- スペーサー の3部品が組み合わさり動作します。
【スクリュー3点セットの参考画像】

「計量工程」と「射出工程」で下記の様な動作をします。
(ⅳ)計量中のスクリュー3点セットの動き方
- スクリュー回転が始まると、
逆止リングが前側に動きます。 - スクリューヘッドと逆止リングの隙間から、
原料が前方に送られます。 - 前方に計量されることで、
スクリューが後退していきます。

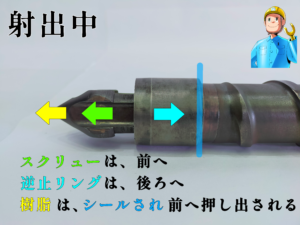
(ⅴ)射出中のスクリュー3点セットの動き方
- 射出がスタートすると、スクリューは前に移動します。
- スクリューの動きに連動して、逆止リングは後ろ側に動きます。
- 逆止リングとスペーサーの隙間(下図青ライン)がなくなります。
- 計量された原料は前へ押し出します。
4.パージの基本
パージはコツがあります。
基本的に、まずはスクリュー全体の原料を、背圧をかけて抜いていきます。
大体置き換わった所で、先端の3点セットの原料を掻き出します。
-
-
射出成形 パージとは パージの基礎 目的別のパージ手順 理想のパージ方法を丁寧に解説します
続きを見る
5.その他の解説
□スクリュー径D
Φ28、32、36、40、45、50など様々です。
成形機のサイズごとに、スクリュー径を選定できます。
作る成形品によって、最適な射出装置を選びます。
小さい成形品⇨径が細く、スクリュー全長が短いもの
大きい成形品⇨径が太く、スクリュー全長が長いもの
□溝の間隔(ピッチ)P
スクリューの前方から後方まで、均等間隔になります。
□溝の深さ
前方と後方で異なります。その比率は圧縮比と呼びます。