

射出成形加工において、不良発生率の1位が、練り込み異物です。その原因は様々です。
私の経験を元に異物の発生原因をランキングすると下記の通りです。
練り込み異物の発生原因
- スクリュー加熱筒内で滞留炭化した樹脂が練り込まれる
- 炭化しやすい樹脂
- バージン材に元々練り込まれている
- 付着異物が混入
練り込み異物が発生する時は、徐々に発生し、次第に、発生頻度と、量、大きさが大きくなります。
この記事では、一般的な横型射出成形機において、パージ材を投入しても改善しない時、スクリュー加熱筒にこびりついた炭化物を除去するスクリュー分解清掃の手順と注意ポイントを解説していきます。

目次
1.射出成形におけるスクリュー清掃とは
一般的な射出成形機は、横型のインラインスクリュー成形機と呼ばれ、1本のスクリューで樹脂の計量と射出をする成形機です。
- 計量工程
加熱筒の中にスクリューは組み込まれており、バンドヒーターの熱とスクリュー回転のせん断熱によって、圧縮溶融(あっしゅくようゆう)されます。高圧縮された樹脂は、スクリューの谷間に焼き付きます。 - 射出工程
計量された樹脂は、高速で金型に充填されます。この時先端には圧力がかかりスクリューヘッドや逆止リングに焼き付いて炭化します。
計量工程と射出工程で、スクリューに焼き付いた炭化物が剥がれ落ちることで練り込み異物になります。
この練り込み異物は、初期段階ではパージ剤で除去できますが、ひどくなるとスクリューを分解清掃が必要です。

射出成形機の外観写真
2.スクリュー清掃に必要な工具と材料
スクリュー清掃をするには、射出成形機からスクリューを分解しなくてはいけません。一般的なハンドツールから専門的な工具まで様々な工具が必要です。
スクリュー清掃に必要な工具は、各成形機によって異なります。詳しくは、各成形機のマニュアルを参照下さい。
必要な工具
- 打撃スパナ:ノズルの脱着
- 大ハンマー:ノズルの脱着
- ノズルブラシ:加熱筒内を清掃
- 延長パイプ:加熱筒内を清掃
- 電動ドリル(あればより良い):加熱筒内を清掃
- ワイヤーブラシ、カップブラシ:スクリュー、スクリュー3点セットの清掃
- プロパンガス、バーナー、ライター:スクリュー、スクリュー3点セットを焼く
- 耐熱グリス(モリブデングリス):ノズルやボルトの焼き付き防止
- 一般的な工具
+-ドライバー、六角レンチ、ラジオペンチ、ニッパー、パイプレンチ、モンキーレンチ
その他の道具
- ウエス:加熱筒内、スクリュー、スクリュー3点セットの清掃、磨き
- 青棒:磨き
- ガスヤニ除去材:清掃
- ペーパーやすり:研磨

射出成形 スクリュー清掃に必要な工具
3.スクリュー清掃の手順とコツを解説
スクリュー清掃を、3つの工程に分けてスクリュー清掃の手順を解説していきます。
- スクリュー分解
射出成形機とスクリューの接続を離して、射出ユニットを旋回し、スクリューを分解します。
・ノズルの分解
・スクリュー連結外し
・旋回
・3点セット緩ませ
・スクリュー外し - スクリュー、スクリュー3点セット、ノズル、加熱筒の清掃・磨き
各部品を清掃、磨きをしていきます。
・スクリュー、スクリュー3点セット、ノズル焼き
・⇧磨き
・加熱筒掃除 - 組付け
元の状態に組付けていきます。
・スクリュー3点セット組付け
・スクリュー組付け
・ノズル取付け
・増し締め
①スクリュー分解
スクリュー分解する前は、PPに置き換えておくと簡単です。
①ー1 ノズルヒーターの取り外し
ノズルヒーターの取り外し。
ノズルヒーターは、一般的に2種類あります。
- バンドヒーター
ボルトで締めこむタイプのヒーターです。ボルトを緩めて取り外します。 - コイルヒーター
コイル式のヒーターです。(取り扱い方法は、下動画で解説してます。)
コイルヒーターは、外すコツがあります。
コイルが緩む方向に力を加えていく。内側に針金状の温度センサーが付いています。先端を折らないように注意。
①‐2 ノズル外し
ノズルヒーターを外したら、ノズルを外していきます。打撃レンチと大ハンマーを使って打撃する。
長年緩めていないと、固着しています。より大きなハンマーで打撃するか、ノズルのネジ部をガストーチで加熱すると緩みやすくなります。(火災には十分注意してください。)

打撃レンチで射出成形機加熱筒のノズルを緩めている
ノズルのネジ部をトーチで熱すると、緩みやすくなります。周辺の可燃物や直下の床周辺の火災に注意してください。
真っ赤にチンチンにするまで必要はありません。
ノズルは、熱いので火傷注意。PPで置き換えた時、ボルトを入れておくと固まった後にスポッと抜けます。
①‐3 スクリューの分解
加熱筒の後端、スクリュー連結部を切り離す。
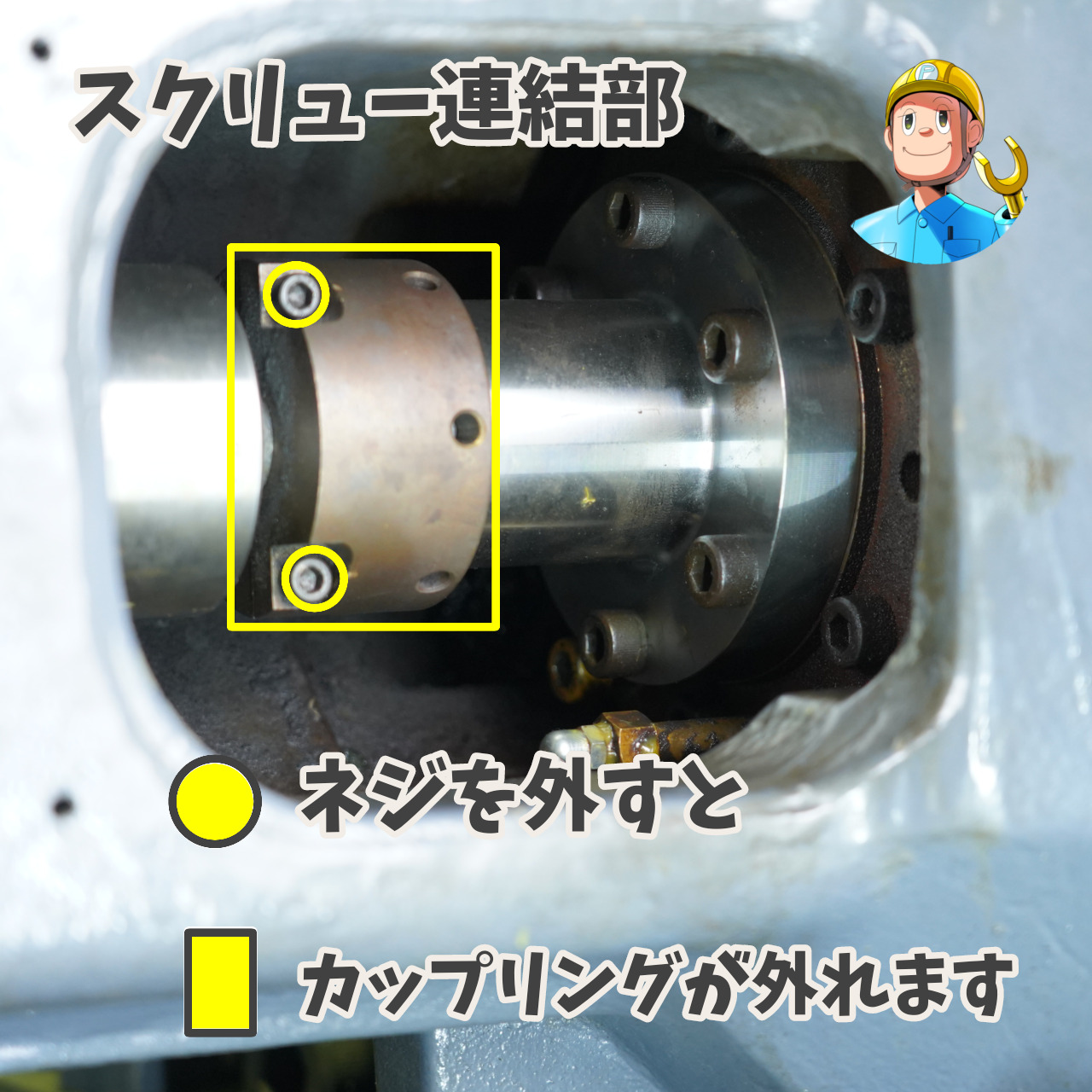
スクリュー連結部を外します
スクリュー連結部のカップリングを外したら、無転後退でスクリューと機械を切り離す。
もし、無転後退してもスクリューが一緒に下がっていってしまうなら、スクリューをバールで抑えて切り離します。
射出台にリミットスイッチが付いているので、旋回時はスクリュー前後進動作ができません。元の位置でスクリュー後退して切り離してください。
①‐4 スクリューヘッドの分解
スクリューを押し出して、先端からスクリューヘッドが見えたら、3点セットを外します。
・スクリューヘッドはモンキーやスクリュー掴み工具を使用する。
・スクリュー後端のスプラインは、スプライン用の専用治具か、ない時はパイプレンチを使用する。
※スクリューヘッドは逆ネジなので、緩む方向を気を付ける

スクリューを引き出していきます。ウエスで絞って引きます。火傷注意です。
(※スマホの撮影のため片手軍手を外していますが、両手軍手推奨の作業です。)
射出台の旋回は、100tサイズくらいまでは、一人で可能です。180t以上はもう一名に射出台を押してもらいましょう。
②スクリュー、スクリュー3点セット、ノズル、加熱筒清掃、磨き
②‐1 加熱筒清掃
連結部の窓からライトを照らし、加熱筒内部を観察します。圧縮部から先端に、樹脂の焼き付き・こびりつきが多いです。これは、計量時の圧縮とせん断熱による焼き付きが原因です。焼き付きやすい樹脂物性によって、早い樹脂は10,000ショットから20,000ショットで炭化物が付着してきます。
ワイヤーブラシで加熱筒内部を清掃している様子。

射出成形機 加熱筒内をワイヤーブラシで清掃している様子
また、ウエスとガスヤニ除去剤をしようして清掃も効果的です。
加熱筒にこびりついた樹脂カスや炭化物は、スクリュー連結部側からライトを当てて確認します。陰になるところが汚れです。劣化消耗して、傷ついているところは取れませんね。

射出成形 スクリュー清掃 加熱筒の掃除方法
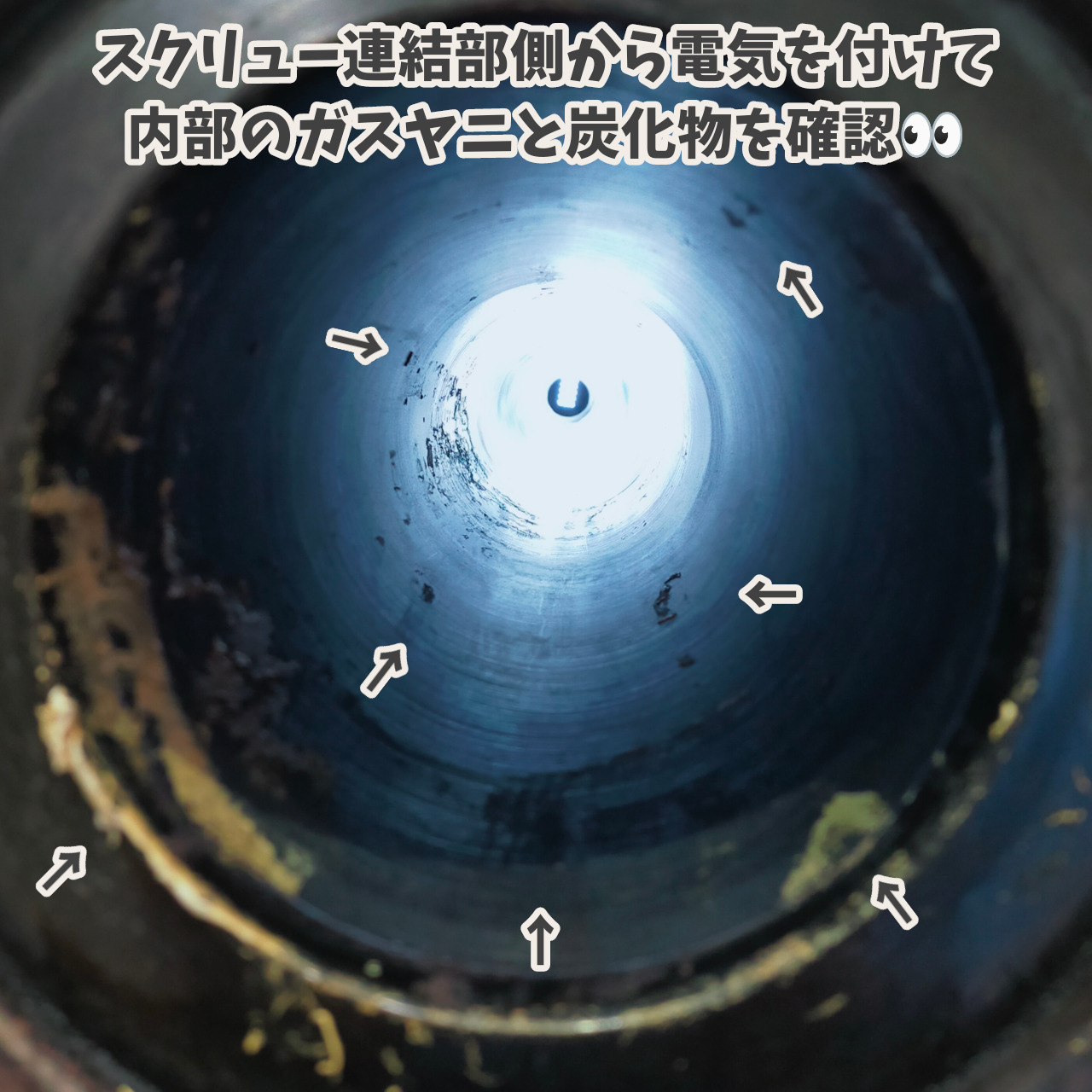
射出成形機の加熱筒内の炭化物やガス汚れの写真
電動ドリルに装着して掃除も効果的です。
②‐2 スクリュー清掃
PPで置き換えた後、スクリューを抜くと、固まった時にクルクル取れます。
ノズルに刺したボルトも固まった後、スッと抜けます。
ブロックや鉄骨で組んだ焼き場で焼いていきます。
プロパンガスとバーナーを用いて炭化物を除去していきます。
コーティングのかかっているスクリューは、汚れを軽くあぶってワイヤーブラシでこすることで除去できます。
下図は、スーパーエンプラPPSにガラス40%配合の物性の強い樹脂です。こういった物性の強い樹脂は、バーナーで炭化させてワイヤーブラシで除去します。

PPSを炭化するには相当時間がかかります。
この22Φのスクリューでも、完全に炭化させ、除去するまでに4時間くらいかかりました。
スクリュー分解する前にPPなど他の樹脂に置き換えて、最小限にするべきですね。
とはいえ、表面にはPPSが残るのでどちらにしても大変です。
【PPSのスクリュー焼き目の変化】
①飴色のPPSこのままではスクリューに粘着していて除去できません。
バーナーで炭化させていきます。

②炭化してきました。まだ艶が見えますね。さらに焙っていきます。

③もう少し焙っていくと、カラッと灰になります。

注意ポイント
⚠バーナーでスクリューを焼く時の一番重要なポイント⚠
一部を加熱しないこと!! 熱で沿ってしまいます。
組付け時に加熱筒に入らなくなってしまいます。

射出成形 スクリュー清掃 バーナーする時の作業ポイント
スクリューを焼いた後は、ワイヤーブラシ、コパガーゼ、ステンレスガーゼなどを使用して除去します。
ノズルの内側は、紙やすりや、竹クシ、金属製の棒で清掃します。
また、旋盤で掴んで回転させ、ノズルブラシで清掃すると効果的です。竹棒に紙やすりを巻き付けて使用するのも良いです。
②‐3 スクリュー3点セット、ノズルの清掃
スクリューと同様に、スクリュー3点セットもバーナーであぶってガスヤニや、炭化物を除去していきます。
下図は、スクリューヘッドに焼き付いた炭化物。成形機から外してPPを剥がしただけの状態です。黒く炭化した樹脂がこびりついています。スクリューヘッドの先端は、射出時に高圧がかかるので、焼き付いていきます。
このスクリューヘッドはチタンコーティングがされているので、軽くあぶってワイヤーブラシでこすると除去できます。

スクリュー先端に練り込み異物が付着した写真
PPで置き換えたスクリュー・スクリュー3点セットは、前出のPPSと比較して簡単に焼けます。

引き抜いたスクリュー・3点セットにPPが固まっている様子
万力に加えて、ワイヤーブラシで清掃が楽です。スクリューヘッド、逆止リングの内側は汚れが溜まりやすいのでしっかり清掃する。

万力にスクリューヘッドを固定してワイヤーブラシで清掃する様子
ノズルも同様に、焼いた後、清掃していきます。

ノズル内側をコパガーゼで清掃している様子

ノズル内側を万力に固定しノズルブラシで清掃している様子
注意ポイント
逆止リングの炭化物清掃。
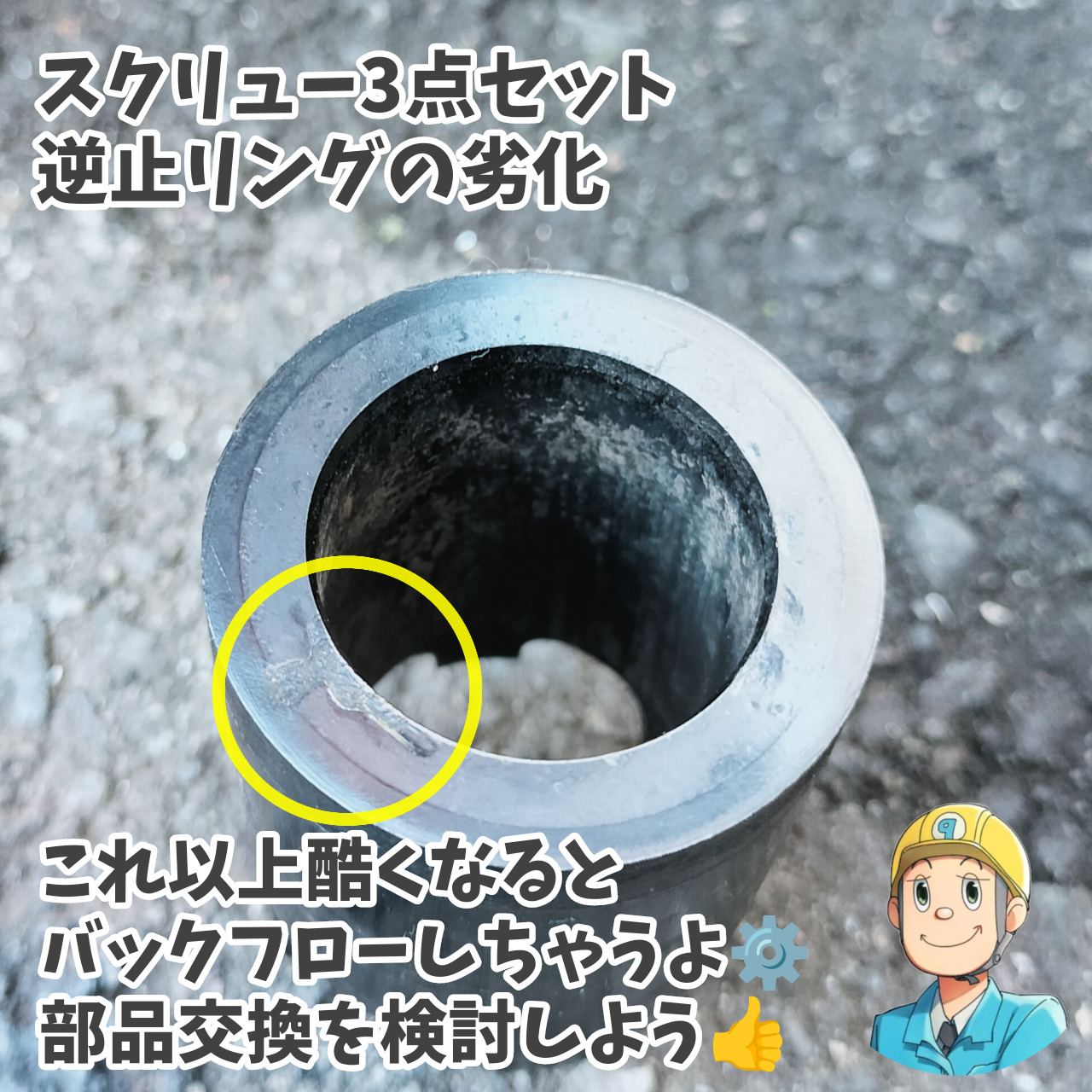
射出成形 逆止リングのシール面の劣化消耗具合の参考画像
シール面の傷は、大きくなるとバックフローの原因になります。やすりで面を修正すると、延命できます。
また、逆止リングの外径は削り過ぎないこと。
これもバックフローの原因になります。

射出成形 スクリュー3点セット 逆止リングの外径は削り過ぎない注意喚起の画像
③組み込み
スクリューとスクリュー3点セットの接続部は、焼き付き防止のため耐熱グリスを塗ります。
スペーサーは向きがあるので、注意すること。

スクリュー3点セット スペーサーの向き注意
加熱筒に挿入する際に、逆止リングは遊び分下に下がっています。加熱筒に合わせて組み込んでください。
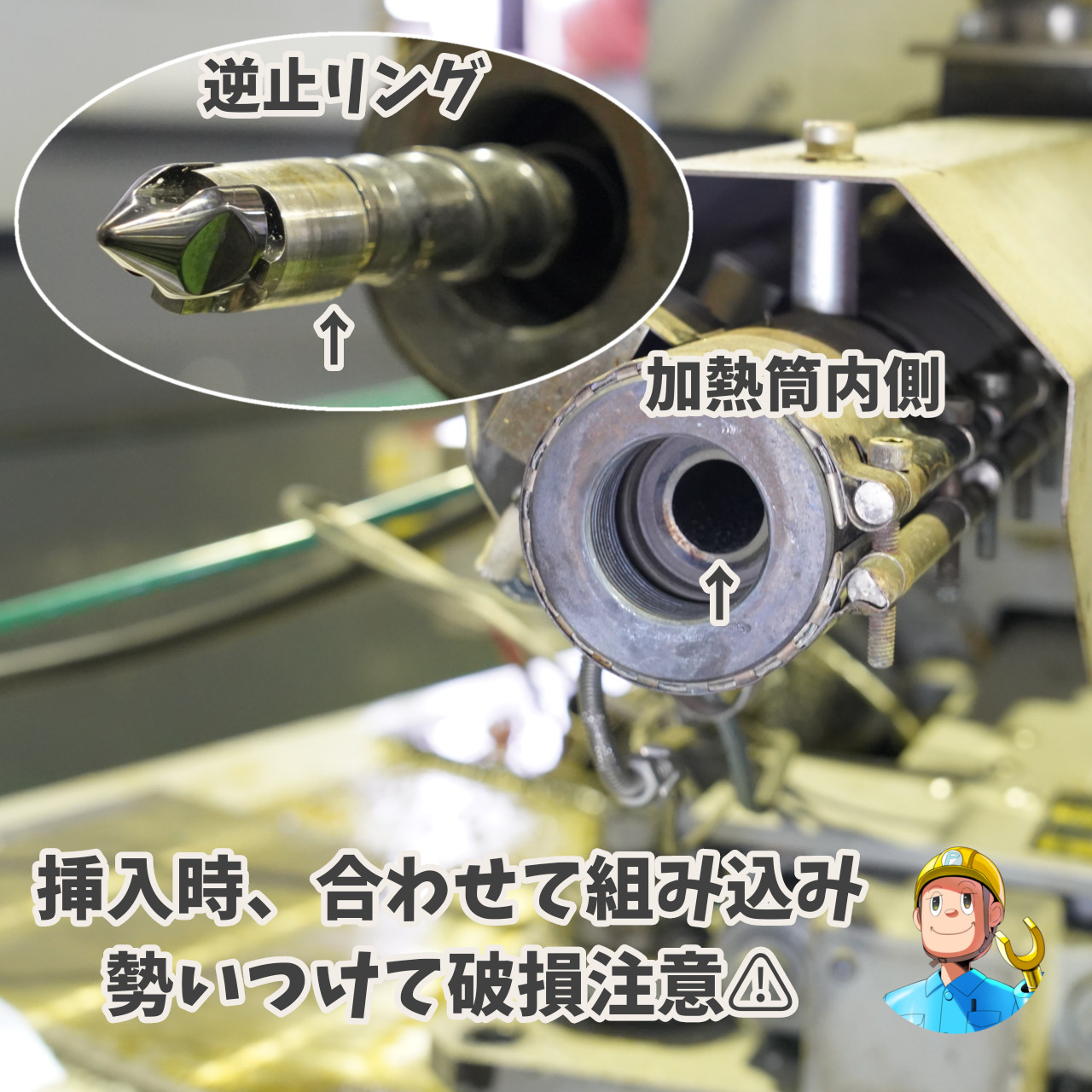
スクリュー3点セットと加熱筒を組み込むときの注意点
スクリューを挿入したら、射出台の旋回を戻します。スクリュー連結部は後退しているので前進しスクリューを連結します。
スプラインがパイレンで傷ついているとスムーズに挿入できません。無理に押し込まずに、一旦旋回しスクリューを取出し、スプラインのバリをやすりで除去してから再度組み込みます。
ノズルのネジ部は耐熱グリスを塗布します。
一旦ノズルを取り付けて、温度を上げます。温度が上がったところで、ノズルヒーターを外して増し締めします。
温度センサー組み込み時、先端の折れ注意です。
ポイント
スクリュー清掃は、一般的な射出成形作業とは違い、専門的な技術の組み合わせになります。
機械の構造や仕組み、部品や工具の取り扱いをしっかりと理解していることがポイントです。
初めから一人で行うことはできませんが、射出成形メーカーや機械屋の指導を受け、自社でできるようになると、練り込み異物の廃棄ロスと客先流出を防止できます。
中長期的にみて、知っていて損はないし、稼ぐ技術になり、自社の強みになります。


