
射出成形機は様々な種類があります。
各メーカー、用途によって、
射出機構、型締め機構の構造が異なります。
こんな方におすすめ
- 射出成形機械の種類?
- 原料の溶かし方に違い。射出ユニットの構造解説。
- 金型の閉め方に違い。トグル?直圧?
射出成形の工程は下記の通りです。
- プラスチック材料に熱と圧力を加えて溶融
- 流動状態のプラスチック材料を計量
- 密閉された金型内に高速射出
- 冷却固化
- 製品取出し
射出成形機は、大きく分けて2つの機構でできています。
- 型締ユニット:金型を開閉したり、完全な密閉状態に保持する。
- 射出ユニット:プラスチック材料を、溶融・計量・充填する。
そんな射出成形機の種類の基本を勉強しましょう。
1.成形機の種類
(ⅰ)成形材料の種類による分類
使用する成形材料で大分すると、2種類になります。
- 熱可塑性樹脂用成形機
⇐射出成形はこちら - 熱硬化性樹脂用成形機
一般的に、射出成形は、熱可塑性樹脂用成形機です。
熱可塑性樹脂用の成形機でも、
発砲剤を加えた低発砲用射出成形機等があります。
(ⅱ)射出ユニットの構造による分類
射出成形機の射出ユニットは、原料を溶かす機構です。
その射出ユニットの構造は様々です。
時代と共にその構造は進化してきました。
①プランジャー式
加熱シリンダー内の成形材料を
ピストン形のプランジャーで加圧して
射出を行います。
1960年代の初め頃までは一般的でしたが、
今は特殊な用途にしか使われていません。
基本的な構造は下の図の通りです。
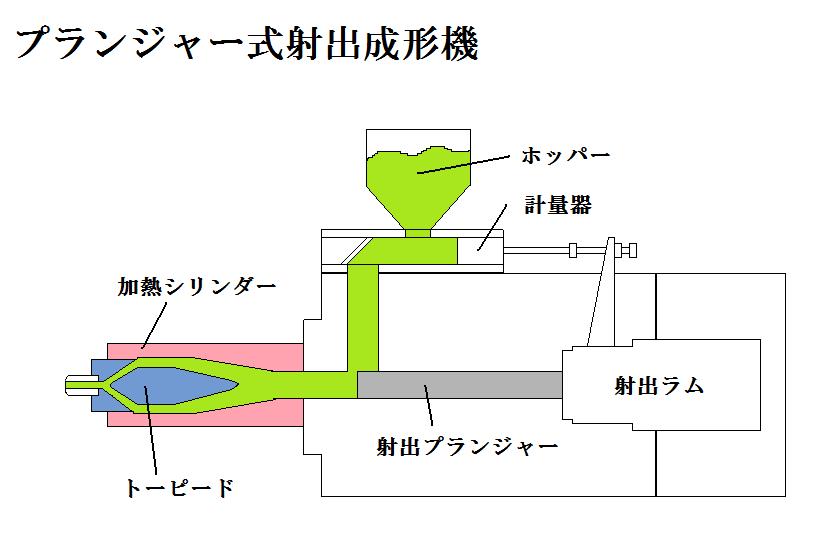
- ホッパー内に補給された材料は
自重で落下します。 - 計量器は射出シリンダーと
連動して一定量の材料を計量します。 - 射出シリンダーはさらに前進します。
材料は加熱シリンダーとトーピードの間を
溶融しながら射出されます。
トーピードは、形が魚雷に似ていることから名づけられました。
上画像では簡単に書いておりますが、
実際のトーピードには材料が通る道が
細く複数あり、均一に材料が溶融する様な構造をしています。
②プリプラ式
プリプラ式射出成形機は、2本のシリンダーを組み合わせた構造となっています。
- プリプラ用加熱シリンダー
成形材料を加熱して溶融するための予備可塑化
(Pre-Plasticatingプリプラスチケーション)用シリンダー - 射出加熱用シリンダー
溶融材料を射出する用のシリンダー
プリプラ用加熱シリンダーの構造によって2タイプに分類されます。
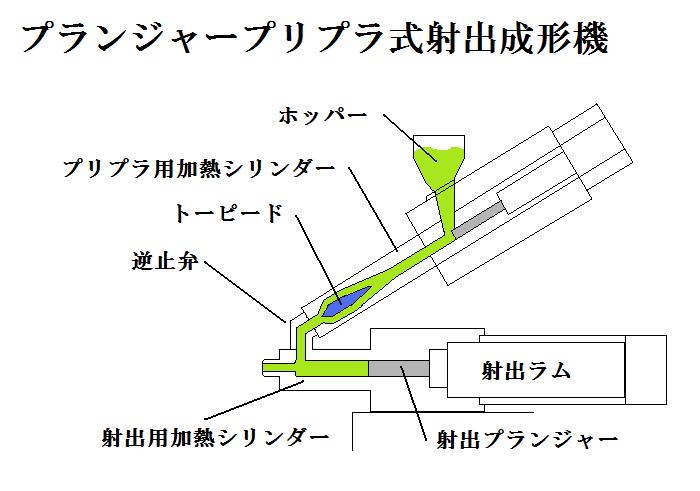
・プランジャープリプラ式
成形材料の予備可塑化に、
プランジャー式射出成形装置と
ほぼ同じ構造のものを使用しています。
- 予備可塑化用シリンダーからの
溶融材料を射出用加熱シリンダーに
送り込みます。 - 所定量を計量する。
- 射出用シリンダーで射出する。
この装置では、1ショット分の計量は、
射出用加熱シリンダー内に送り込まれた溶融材料の反力による
射出プランジャーの後退量をリミットスイッチによって
規制して設定します。
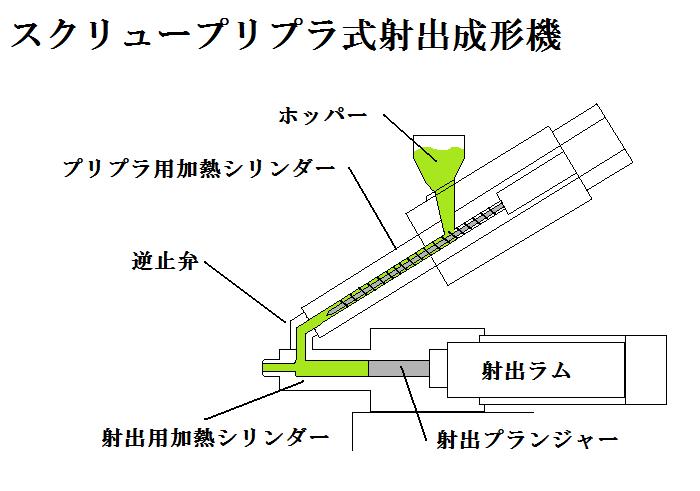
・スクリュープリプラ式
成形材用の予備乾燥に、
スクリュー式押出装置を利用したものです。
- 予備可塑化用シリンダーのバンドヒーターと
スクリュー回転のせん断熱によって溶融する。 - 溶融された成形材料は、
射出用加熱シリンダーに送られる。 - 所定量を計量する。
- 射出用シリンダーで射出する。
スクリュースリプラ式射出成形機は、
プランジャープリプラ式射出成形機に比べて、
材料を均一に溶融できることが大きな特徴です。
・プリプラ式射出成形装置のメリット・デメリット
【メリット】
射出中に次ショットの可塑化ができるので、
可塑化能力を大きくできる。
PE、PPなど熱分解をおこすおそれの少ない材料で、
ハイサイクル成形には有効です。
【デメリット】
2本のシリンダ-を有するため、材料換えが大変。
各シリンダーの接続部には逆止弁が必要なため、
成形樹脂が滞留しやすく、
熱分解を起こしやすいPC、塩ビなどは不向きです。
③スクリュー式
1本のスクリューに、
成形材料の可塑化、混練、計量、射出の機能を持たせたもの。
プリプラ式に対して、
スクリュー・イン・ライン式とも呼ばれます。
現代におけるもっとも代表的な構造です。

(ⅲ)型締装置の構造による分類
射出成形機の型締装置の役割は2つです。
- 成形機に取り付けられた金型を開閉する。
- 金型内に射出された高圧の溶融材料によって
押し開かないように金型を締め付けておく。
型締装置の基本的な構造は、
- 固定盤
- 可動盤
- 4本のタイバー
- 型締めシリンダー(型締モーター) です。
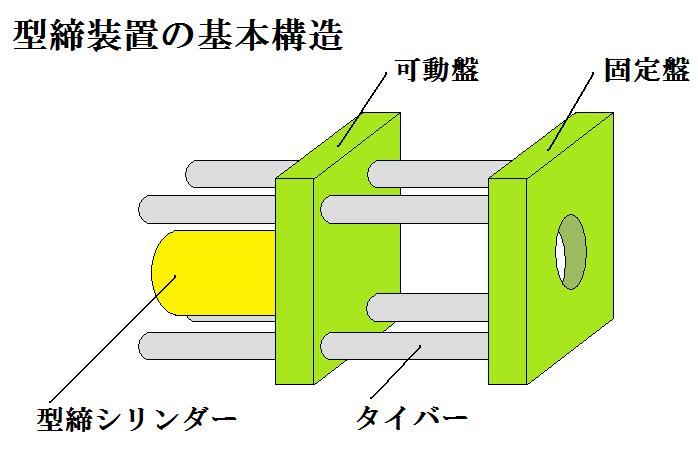
可動盤は、タイバーに支持されて可動します。
金型の重量によりタイバーはたわみます。
十分に剛性が必要です。
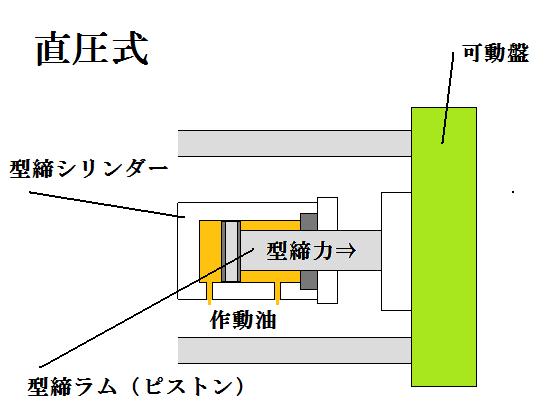
①直圧式
油圧シリンダーによって、直接的に型締力を発生させるもの。
油圧シリンダーに作動油を出し入れし
型締ラム(ピストン)と繋がった可動盤を動かします。
②トグル式
トグル機構とよばれる力の拡大装置
(関節の様なもの)を使用して
型締め力を発生させるもの。
下図の通りです。
クロスヘッドとトグルリンク(アーム)を動かし、
繋がった可動盤を連動させます。
.jpg)
.jpg)

③トグル・直圧式
トグル機構と直圧機構を組み合わせたもの。
④メカニカルロック式
直圧機構によって金型を閉じた後、
タイバー(ステー)または主ラムをくさびで締め付けるなどして
型締め力を保持する。
大型機で使用される。
ダイレクトロック方式ともよばれます。
(ⅳ)射出装置と型締装置の組合せによる分類
①横型成形機
射出装置と型締装置が横並びに配置されたもの。
現在もっとも多く使用されているタイプです。
②竪型成形機(たてがた)
射出装置と型締装置が、垂直に並んで配置されたもの。
③射出装置が複数のもの
射出装置が2本・3本配置された射出成形機になります。
2色・3色射出成形機。
サンドイッチ成形機などがあります。
④型締装置が複数のもの
数組に型締装置に対して、1組の射出装置を配列したもの。
ロータリー式射出成形機はその代表例です。


