
加熱筒温度とは
射出成形機における加熱筒温度は、樹脂を溶融するための加熱筒の温度です。
使用する原料には、原料メーカーの参考標準温度があります。
| 加熱筒温度設定 | 特徴 |
| 高い | 粘度が下がり、サラサラ流れる。ガスの発生が増える。 |
| 低い | 粘度が上がり、流れにくくなる。ガスの発生は減る。 |
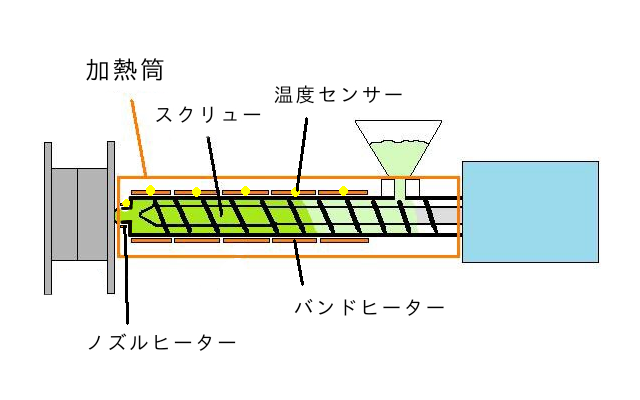
射出成形機の加熱筒には、ノズルヒーター、バンドヒーターと温度センサーがついています。
それぞれがZONEに別れており、ゾーン別々に温度設定をしていきます。
加熱筒温度条件の設定ポイント
| ゾーン | 設定ポイント |
| ホッパー下 | 原料の落ちてくるホッパー下は低い温度。高温では、溶け始めてしまうのでスクリューに食い込みません。 |
| Zone4 | Zone1に向かって、徐々に温度を上げていきます。原料は溶けながら、圧縮されて前方へ送られます。 |
| Zone3 | |
| Zone2 | |
| Zone1 | 一番高い温度に設定 |
| ノズル | 金型にタッチするノズルは、Zone1-10~30℃の設定 |
原料の適正溶融温度は、原料諸元をもとに設定します。
加熱筒温度条件の例
使用原料PP(ポリプロピレン)
| ノズル | Zone 1 | Zone 2 | Zone 3 | Zone 4 | ホッパー下 |
| 200 | 220 | 220 | 210 | 200 | 40 |
加熱筒温度条件と成形不良の関係
加熱筒温度設定に起因する成形不良と対策を紹介します。
①糸引き
ノズルの温度が高いと、型開時にスプルーが糸を引きます。
□対策□
・ノズル温度を下げる。または、サックバックを増やす。
・糸引き防止キャップをノズルとスプルーブッシュの間に入れること。
・保圧を1段増やして、最終保圧を上げるか下げると、スプルーの切れ方が変化する。
②シルバー
高すぎる温度設定は、原料が分解してシルバーが発生します。
□対策□
・無駄に高い温度設定はせず、適正温度に設定する。
・適正温度より遥かに高い温度でないと充填できない金型は、ゲート径や、ガス逃げ、形状など他に原因がありそうです。加熱筒温度の条件設定では対応できない様なら、別の対策を考えましょう。

プラ太郎
射出成形は、充填に重きが置かれがちですが、実は『計量』がすごく重要です。うまく混錬することで不良バラツキをおさえられるよ。
成形条件の作り方
-
-
【保存版】射出成形 成形条件の作り方 条件出しの基本 特級技能士が徹底解説
続きを見る


