
プラスチックファン コミュニティ
インタビュー企画 射出成形業界の様々な方から、お話をお聞かせいただく企画です。
本日は、工場の自働化や装置設計で企業の生産性UPに貢献されている
MR-Techの諸星さんをお招きし、お話を伺いました。
1テーマ20分くらいを予定しておりましたが、
なんと3時間⏰密度の高いスキルを伝授していただきました。
諸星さんは、前職で射出成形工場の工場長をされており、製品設計から、金型作成、射出成形、設備の自働化、プログラム変更まで豊富な知識をお持ちです。
実体験に基づくスキルは説得力が高く、多くの気付きをいただきました。
1本目のテーマは下記リンクから
1つの金型を異なる成形機で成形する時の注意点
3本目のテーマは下記リンクから
スキルアップ 理屈を語る 技術力の磨き方
お伺いした中から、2本目のテーマは
【射出成形における型締め機構 直圧式とトグル式の力のかかり方の違い】について解説していきます。
【MR-Techの事業案内】
本記事では、インタビューでお伺いしたノウハウに、一部説明を付け加えて、初心者向けにやさしく解説しています。

型締め機構 直圧式とトグル式の違い
型締め機構は、金型の開閉や、高圧型締めをする機能です。
【型締め機構の種類】
- トグル式
- 直圧式
- ダイレクトロック式(大型成形機)
型締め機構の中で、直圧式とトグル式の型締力のかかり具合の違いを比較していきます。
1.直圧式
直圧式の型締め力のかかり方
型締めラムを使用し可動板を動かします。
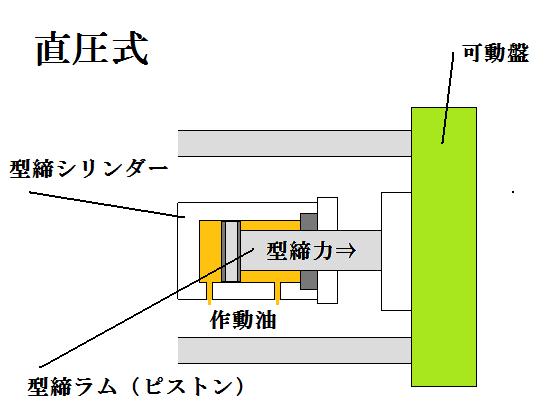
直圧式は、真ん中に型締力がかかりやすい。
真ん中をラムで押す構造なので、金型の真ん中に型締め力がかかりやすく、周りはかかりにくいです。
直圧式は、中央に比べて周りにバリが発生しやすくなります。
直圧式の型締め圧力の測定方法
型締め装置の油圧ブロックから、作動油を指定圧力で送り出し、ラムに圧力をかけます。
ラムにかかる圧力を計測しているため、実際に金型にかかっている型締力は少し低くなります。
2.トグル式
トグル式の型締力のかかり方
トグルが繋がっていて、人の関節の動きの様に、連動して可動板を動かします。
.jpg)
.jpg)
トグル式は、リンク付近に型締力がかかりやすい。
昔のトグル式成形機は、トグルリンクに型締め力がかかりやすい。真ん中にかかりずらい。
トグル式は、トグルリンク部に比べて、真ん中にバリが発生しやすい。
真ん中に型締め力がかかりづらい欠点に対して、最近の成形機は、真ん中に型締め力がかかるような構造に改良されています。
-1.jpg)
トグル式の型締め圧力の設定方法
トグル式は、設定した型締力が、そのまま金型にかかります。
1本目のテーマは下記リンクから
【射出成形における、1つの金型を異なる成形機で成形する時の注意点】
3本目のテーマは下記リンクから
【スキルアップ 理屈で語る 技術力の磨き方】
プラスチックファンでは
本プラスチックファンでは、射出成形の知識、技術を全国の仲間にシェアする活動を通して、本気でプラスチックで世界をより良くできると思っています。
若手の育成。ものづくり業界の閉塞感。人出不足。資材の高騰。
全ての課題は、つながってみんなで情報をシェアすることで何とか乗り越えられると考えています。
1人の悩みが、みんなの悩みです。
1つの課題を解決できれば、全国の射出成形工場が最適化していきます。
また、わからないことや困っていることをなんでも気軽に相談できるコミュニティーも運営しております。
だれでも歓迎です。
新人さん、ベテラン、メーカー、ユーザー、商社、金型屋、3Dプリント、ホビーユーザーたくさんのメンバーが参加しています。
射出成形超かっこいいって胸張って誇れる仲間たちと最高のコミュニティーを作っていきましょう。


