

1級 第3分類 「成形機」試験科目及びその範囲の細目
5科目が対象となります。
- 射出成形機の種類及び構造
- 射出成形機の油圧系統の要素及び機能
- 射出成形機の電気系統の要素及び機能
- 射出成形機の制御系統の要素及び機能
- 射出成形機の付属機器及び装置の種類及び機能
見ずらいですね。。。要点を強調すると
↓↓↓
- 射出成形機の種類及び構造
- 射出成形機の油圧系統の要素及び機能
- 射出成形機の電気系統の要素及び機能
- 射出成形機の制御系統の要素及び機能
- 射出成形機の付属機器及び装置の種類及び機能
「成形機」全般の知識の問題ですね。
1科目ごとに<細目>、例題、解説してまいりましょう。
[ad]
1.射出成形機の種類及び構造
<細目>
1 射出成形機の種類及び構造に関し、次に掲げる事項について詳細な知識を有すること。
(1) 射出成形機の種類及び機能
(2) 次に掲げる装置の構造及び機能
- イ 材料供給装置
- ロ 可塑化及び射出装置
- ハ 型締装置
- ニ 突出装置
- ホ 駆動装置
- ヘ プロセス制御装置
- ト 安全装置
2 射出成形機の選定に関し、次に掲げる事項について詳細な知識を有すること。
(1) 使用材料の成形性及び成形条件
(2) 成形品の高さ、投影面積、単位重量及び取り数
(3) 金型の外形寸法及び作動ストローク
例1)電動射出成形機に関する記述として、誤っているものはどれか。
イ 全電動射出成形機のサーボモータは、6箇月に1回程度のグリース補給が必要である。
ロ 全電動射出成形機の射出装置におけるモータの回転運動は、ボールねじ等を介して直進運動に変換される。
ハ 全電動射出成形機の動作は、クローズドループ制御が一般的である。
ニ 全電動射出成形機の型締機構は、トグル式が多い。
↑「イ」
サーボモータ本体への、グリス給脂は行いません。
例2)射出成形機のスクリューが摩耗している場合に発生する現象として、誤っているものはどれか。
イ 材料の計量が不安定になる。
ロ 射出時のクッション量が安定しない。
ハ 材料によっては、やけが発生する。
ニ 充填圧力が上昇する。
↑「ニ」
スクリューの摩耗は、加熱筒とスクリューの隙間ができてしまうので、「イ」「ロ」「ハ」は正解。「ニ」は逆の記述となります。
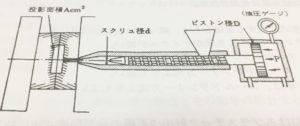
例3)下図において、投影面積200㎠の製品を45MPaのキャビティ内圧で成形したい。射出シリンダーのゲージ圧Pは、どの値になるか。ただし、スクリュー先端からキャビティまでの圧力損失は50%とする。(D=75mm、d=25mm)
イ 4.5 MPa
ロ 5.0 MPa
ハ 9.0 MPa
ニ 10.0 MPa
↑「ニ」
この問いは難題です。
「パスカルの原理」をきちんと理解して応用します。
「パスカルの原理とは、密閉された容器内で静止している流体(流体および気体)には、これに加えられた力がそのまま、各部に一様に伝達される」こと。
この問いで言い換えれば、
①スクリュー先端の圧力Pi(MPa)×スクリュー先端の断面積d(㎠)=射出シリンダーのゲージ圧P(MPa)×射出シリンダーの断面積D(㎠)
②円の面積の求め方は、
半径×半径×πですので、
・スクリュー先端の断面積は(d/2)²×π
・射出シリンダーの断面積
(D/2)²×π
③面積1㎠あたりの圧力は同じですので、上図中のdとD断面積が違うところがポイントです。
まず、この問いでは、キャビティ内圧力は45MPaは指定です。
そして、スクリュー先端からキャビティまでの圧力損失が50%ですので、スクリュウ先端の圧力Piは、90MPaとなります。
上記の①②③から、
Pi ×((d/2)²×π)=P ×((D/2)²×π)
式を整理すると
Pi=P(D/d)²
そして、この問いの D=75、d=25を代入すると、
90=P(75/25)²
P=90/9=10MPa
いやぁ難しい。。。ロジカルに考えないと、解けません。
ただし、1度理解してしまえば、単純な問題です。
例4)電動式射出成形機に関する記述として、誤っているものはどれか。
イ サーボモータにより、型締め、可塑化、射出、エジェクタ動作は、オープン制御方式で行われる。
ロ 型締機構は、多くの機械がトグル式を採用している。
ハ ノズルタッチ力の発生及び保持には、サーボモータを使用していない。
ニ スルリュー背圧の制御は、サーボモータを使用している。
↑「イ」
オープンループ制御とは、成形パラメータが設定値通りであるかどうかをチェックする機能を持たない制御方式です。
クローズドループ制御とは、センサーで検知し、それを電気信号に変換させて設定値と比較、補正する方式です。
電動式射出成形機は、クローズドループ制御です。
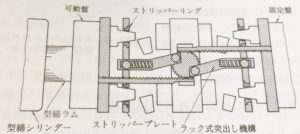
例5)スタックモールド用射出成形機と通常成形機の比較に関する記述として、誤っているものはどれか。
イ 可塑化能力は通常成形機に比べ、2倍を必要とする。
ロ 型締力は通常成形機に比べ、2倍を必要とする。
ハ 型開きストロークは通常成形機に比べ、2倍を必要とする。
ニ 射出率は通常成形機に比べ、2倍を必要とする。
↑「ロ」
スタックモールド用射出成形機の「スタック」とは、積み重ねるという意味です。多段金型、積層金型のことを言います。一般的には、下画像の様に1つの型締機構のなかに2組の金型がセットできるようになっています。型締力は2倍必要ありません。
例6)成形機の型締装置に関する記述として、誤っているものはどれか。
イ ブースタ式型締装置は、ブースタラムによって大きな型締力を発生する
ロ 補助シリンダ式型締装置は、補助シリンダによって型の開閉速度を高速にする。
ハ 増圧式型締装置は、型締シリンダと増圧シリンダの2段階方式で型締めを行う。
ニ トグル式型締装置には、シングルリンク式及びダブルリンク式がある。
↑「イ」
直圧式型締機において、型締ラムの中心に挿入して「型閉じの高速化」を図るものです。
スクリュー式射出成形機の基本も参考にしてください。
[ad]
2.射出成形機の油圧系統の要素及び機能
<細目>
射出成形機の油圧系統の要素及び機能に関し、次に掲げる事項に ついて一般的な知識を有すること。
(1) 次に掲げる油圧機器及び附属品の種類、特徴及び用途
イ 油圧ポンプ及び油圧モーター
ロ 弁 類
ハ 管及び管継手
ニ 圧力計
ホ アキュムレータ
ヘ オイルフィルター及びオイルクーラー
ト パッキン類
チ ピストンリング
リ ホース類
(2) 油圧回路の保守に関して次の事項
イ 空気の混入防止及び空気抜きの方法
ロ 油洩れの補修方法
(3) 作動油の種類、特徴及び取扱い方法
例1)流量制御弁は、油圧ラムなどの速度に変化を与えるために使用される弁で、一定回転で駆動される低容量型ポンプには必要である。
↑「正」
例2)減圧弁は、回路の一部を主回路の圧力よりも低い圧力に設定するためのもので、射出圧力の調整に用いられる。
↑「正」
例3)油圧装置に関する記述として、誤っているものはどれか。
イ 油圧ピストンの速度制御方式には、メーターイン、メーターアウト及びブリードオフがある。
ロ リリーフバルブは、最高圧力設定弁である。
ハ 可変突出量型ポンプは、ポンプ1回転の突出量を変えられる。
ニ シーケンスバルブは、減圧作用をする。
↑「ニ」
シーケンスバルブは、2つ以上の分岐回路の間に設けて、圧力によって油の流れる方向を変え、操作の順序と回路の圧力を自動的に制御するバルブです。
例えば、一方のシリンダーの操作が終わった後、他方のシリンダーが自動的に動き始める様な操作をさせたい時に使用します。
例4)油圧モータは、流量を変えれば、回転数を容易にかえることができる。
↑「正」
例5)油圧機器に関する記述として、誤っているものはどれか。
イ リリーフバルブは、一次側の圧力が設定圧力になれば、回路をタンクにつなげる。
ロ 可変突出型ポンプは、一回転当たりの突出量を変化させることができる。
ハ レデューシングバルブは、作動順次弁の役割をさせることができる。
ニ ソレノイドバルブは、方向制御弁である。
↑「ハ」
レデューシングバルブとは、減圧弁のことです。この問題の記述はシーケンスバルブのことです。
3.射出成形機の電気系統の要素及び機能
<細目>
射出成形機の電気系統の要素及び機能に関し、次に掲げる機器について一般的な知識を有すること。
(1) 制御盤
(2) タイマー
(3) スクリュー回転計
(4) 近接スイッチ
(5) リミットスイッチ
(6) 継電器
(7) デジタルスイッチ
(8) サーボモーター
(9) 温度調節計
例1)電動式射出成形機の駆動動源に使われるサーボモータは、回転速度及びトルクを単独で設定できる。
↑「正」
例2)7.5kW、200Vの三相電動機(効率0.8、力率0.8)には、15Aの電流が流れる。
↑「誤」
①7.5kWは、7500Wです。
②電力の公式は、下記の通りです。(電力P、電流I、電圧V)
「P=I×V×効率×力率」
③三相電動機の電力Pは√3倍となります。
この問いの設定では、効率0.8、力率0.8ですので、
7500=√3×I×200×0.8×0.8
I=7500/(√3×200×0.8×0.8)=7500/221=33.9Aとなり、誤りです。
例3)下図のA-B間の抵抗値として、正しいものはどれか。
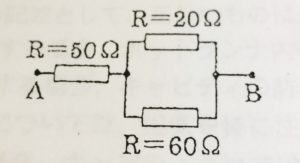
イ 50Ω
ロ 65Ω
ハ 90Ω
ニ 130Ω
↑「ロ」
合成抵抗の問題です。
「直列回路内」では、抵抗値R=R①+R②の様に、足し算です。
「並列回路内」では、(1/抵抗値R)=(1/抵抗値①)+(1/抵抗値②)の様に逆数の足し算ですので、
抵抗値R=(抵抗値①×抵抗値②)/(抵抗値①+抵抗値②)となります。
この問題では、「直列回路」と「並列回路」の抵抗を分けて合成していきます。
合成抵抗=50+((20×60)/(20+60))=50+(1200/80)=65Ω
[ad]
4.射出成形機の制御系統の要素及び機能
<細目>
射出成形機の制御系統の要素及び機能に関し、次に掲げる事項について概略の知識を有すること。
(1) 次に掲げる制御についての関連用語
イ デジタル
ロ アナログ
ハ ソフトウェア
ニ ハードウェア
ホ CPU
ヘ センサー
ト 電磁波障害
(2) 次に掲げる制御の機能
イ シーケンス制御
ロ プログラム制御
ハ PID制御
ニ オープンループ制御
ホ クローズドループ制御
例1)電動式射出成形機において、溶融樹脂圧力を検出しているものはどれか。
イ エンコーダ
ロ ロードセル
ハ ノーヒューズブレーカー
ニ 熱電対
↑「ロ」
エンコーダとは、サーボモーターの位置を検出する機器。
ノーヒューズブレーカーとは、ヒューズを用いない配線遮断機のこと。
熱電対とは、2種類の金属線の先端同士を接触させて回路を作り、接合点に発生する熱起電力を通じて温度差を測定する温度計のこと。
例2)次の文中の( )内に入る語句として、正しいものはどれか。
射出工程において、圧力や速度の実測値の変化をフィードバックして、射出するプロセスを( )制御という。
イ PID
ロ オープンループ
ハ シーケンス
ニ クローズドループ
↑「ニ」
PID制御とは、入力値の制御を出力値と目標値との偏差、その積分、および微分の3つの要素によって行う方法のこと。加熱筒の温度制御など。
オープンループ制御とは、現在の状態と制御システムのモデルのみを使って入力に対して計算を行う制御を指す。 フィードバックを使わずに、入力が所定の目標値に達したかを判断することを特徴。一方通行の制御です。
シーケンス制御は、あらかじめ定められた順序または手続きに従って制御の各段階を逐次進めていく制御のことです。
例3)文中の下線部のうち、誤っているものはどれか。
クローズドループ制御とは、(イ)制御量を検出して(ロ)フィードバックし、目標値との間に制御偏差が生じると、(ハ)制御装置が訂正動作を行う最も基本的は制御方式で、(ニ)プログラム制御ともいう。
↑「ニ」
クローズドループ制御は、フィードバック制御ともいう。
プログラム制御とは、時間的に変化する量に対して、コンピューターにあらかじめ記憶させたプログラムに従って制御を行う方式。列車の進路制御など。
例4)シーケンス制御とは、一つの成形サイクル中の各段階を、リミットスイッチやタイマーなどからだされる信号によって、あらかじめ設定された順序に従って逐次的に動作を進行させる制御方式である。
↑「正」
5.射出成形機の付属機器及び装置の種類及び機能
<細目>
次に掲げる射出成形機の附属機器及び装置の種類及び機能について一般的な知識を有すること。
(1) ホッパローダー及びホッパドライヤー
(2) 金型温度調節装置
(3) コンプレッサー
(4) ベント装置
(5) 粉砕機及び混合機
(6) 製品取出し装置及び確認装置
(7) コアー抜き装置
例1)製品取出し装置で製品を傷つけずに取出すには、一般的に、吸着パッドを用いるとよい。
↑「正」
例2)成形材料の混合・混練に使用される装置として、誤っているものはどれか。
イ ホッパーローダ
ロ ミキサー
ハ ブレンダー
ニ ニーダー
↑「イ」
ホッパーローダは、ホッパーに成形材料を輸送する機器である。
例3)周辺機器に関する記述として、誤っているものはどれか。
イ 製品取出し装置は、一般に、小型機には首振り式、中・大型機には横走行式が用いられる。
ロ 除湿乾燥機は、熱風循環式乾燥機よりも効率が悪い。
ハ 温度制御範囲30~95℃の金型温度調節機の媒体には、水が使われている。
ニ 一般に、ホッパーローダは吸引式が多い。
↑「ロ」
例4)次の機器とその性能の組合せは、いずれも正しい。
| 機器 | 機能 | |
| 1 | ホッパーローダ | 材料の自動供給 |
| 2 | ベント式射出シリンダ | 成形加工中に発生するガスの除去 |
| 3 | 重量式落下確認装置 | 金型の安全確認 |
↑「正」
例5)付属機器に関する記述として、誤っているものはどれか。
イ ホッパーローダは材料を供給するものである。
ロ コア抜き装置は、アンダーカットのある製品の中子を抜く装置である。
ハ 重量式落下確認装置は、製品の良否を判定する装置である。
ニ ベント装置は、射出工程時にキャビティ内のエアを抜く装置である。
↑「ハ」
重量式落下確認装置は、落下した製品の重量を測り金型内に残留してないかを確認する金型保護装置である。近年ではカメラ測定による装置が主流となっております。
[ad]


