フォーラムへの返信
-
投稿者返信
-
返信先: ジェッティング・フローマーク対策について
返信遅くなりました。
結局ですが、
トンネルにゲート変更する方向になりました。
止める前にゲート幅も広げて見ましたが直らなかったです。。返信先: ジェッティング・フローマーク対策についてMOROHOSHIさん
返信遅くなりました。
ありがとうございます。メーカーの推奨は280℃までですが、
噂では300℃あたりでもいけるとも聞きました。
(absが怖くてできてません。。)返信先: ジェッティング・フローマーク対策についてG.Nテックニゴ様
ありがとうございます。
この製品は形状変更が難しいです。。。
先週別件で他社製の金型トライ(pc+abs)でしたが
4mmゲートでもフローマークが出てました。pc+absは経験があまりなく、
難しい材料なのでしょうか。返信先: ジェッティング・フローマーク対策についてMOROHOSHIさん
ご回答ありがとうございます。
金型設計時のゲート箇所がかなり影響するのですね。。。干渉物が付近に特にない箇所での設定でした。
今後に生かしたいと思います。MOROHOSHIさん
はじめまして。
よろしくお願いします。まだまだ知らないことだらけで本当に楽しいです。知識、経験、出会い大切に頑張ります。
返信先: ジェッティング・フローマーク対策についてiO MOLD TECHNOLOGY 岡野さん
ありがとうございます。
修正後ここでご報告致します。今後ともよろしくお願いします。
返信先: ジェッティング・フローマーク対策について岡野さん
回答ありがとうございます。
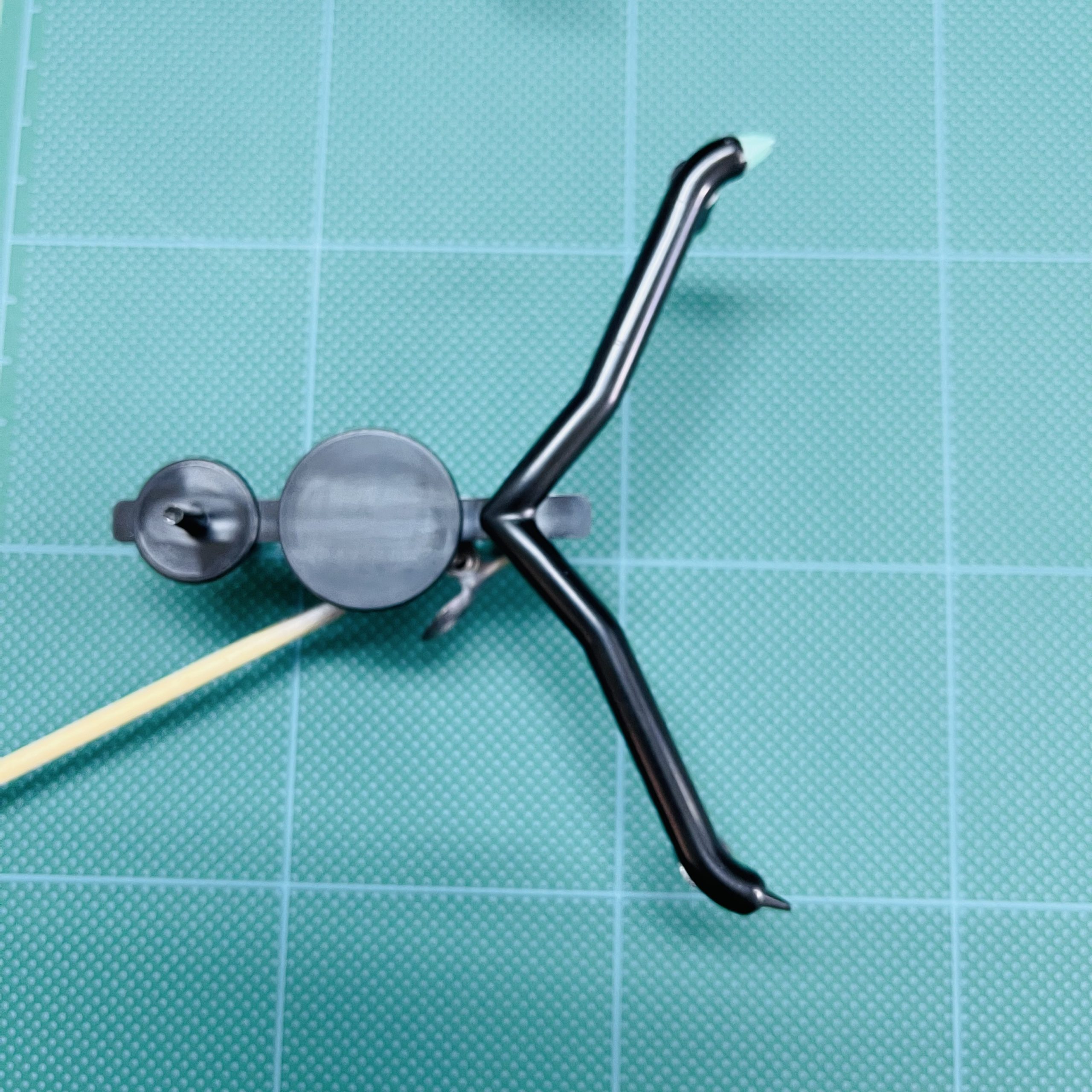
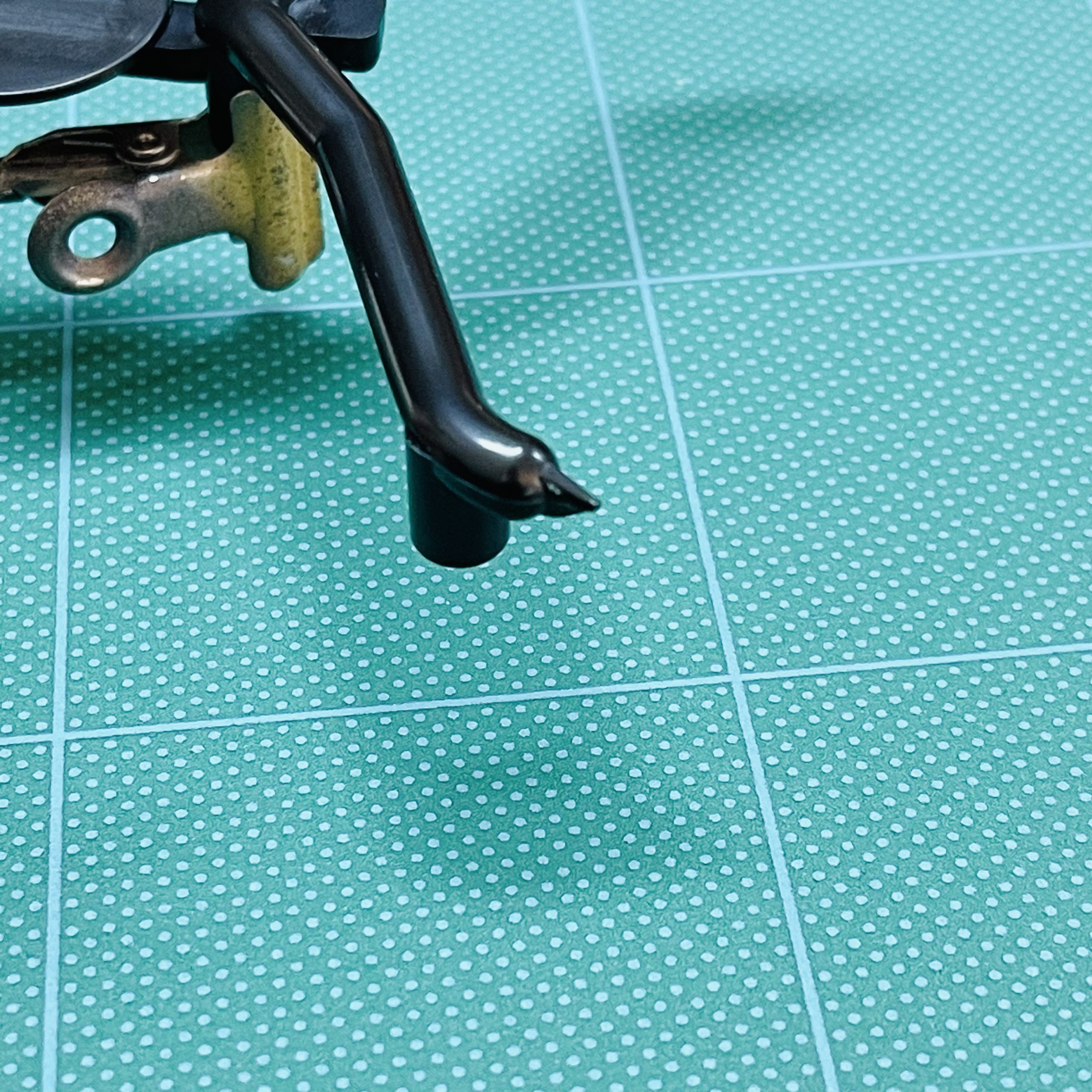
修正として写真のような形状と合わせて
コールドスラグを設定しようと思います。
(あまり意味ないかもしれませんが。。。)板状のゲートのことは新たに知りました。
ゲート位置に関しては、なんとなくそうなのかなと思ってましたが、圧倒的に経験不足で根拠を見出せずでした。
たまたまどう材料の製品は4型目で初めての現象でしたので、見比べてみようと思います。iO MOLD TECHNOLOGY 岡野さん
はじめまして。
hp拝見いたしました。
私もよく仕事で韓国に行きます。
どこかでお会いした際にはよろしくお願いします。返信先: ジェッティング・フローマーク対策について皆さまアドバイスありがとうございます‼︎
プラ太郎さん
情報、アドバイスありがとうございます。
こういう考え方もあるのですね。
もともと型内カットのため、カット時のゲート強化のためにゲートキャビ側に肉をつけていました。(リブのような形状)GNテック ニゴさん
情報、アドバイスありがとうございます。
もうすぐpvc(硬質)の金型を作るので、またご相談させてください。
1.5mm→2mmに広げてなんとか切れましたが
ジェッティング、フローマークは解決できずでした。
ピンゲートは外観部品なのでゲートを設定できるとこがありません。SHINさん
ありがとうございます。
私も車両の外観製品の黒のpc+absです
もしかすると同じ材料かもしれないですね。
型温は、95℃までトライしましたが、変化なしでした。
成形条件的に考えられることは試したと思ってますので金型の原因かと思ってます。。。しくじりの記録としてゲート写真置いておきます。(EPプレート内で遅らせてカットしています。)
製品側ゲートは変えず
ランナー側を5mmに広げてみようと思います。よろしくお願いします。
歴が浅く、同業の知り合いも少なく。。。
心強いです。よろしくお願いします。
早速気になることがありますので、聞いてみます!!
-
投稿者返信