
- このトピックには11件の返信、6人の参加者があり、最後に
 chusei.shizuokaにより4ヶ月前に更新されました。
chusei.shizuokaにより4ヶ月前に更新されました。
-
作成者トピック
-
射出成形は、ガスとの戦い⚔
ガスヤニが蓄積すると、ガス逃げが悪くなり、気泡、ガスショート、ガス焼けが発生しやすくなります。
オーバーホール(金型の分解清掃)を定期的におこなうことで、ガスに起因する不良をリセットできますね。
金型オーバーホールについて相談です。
皆さんの勤め先では、金型のメンテやオーバーホールは自社でやってますか?
成形課ではなく金型課の様な専門部署がありますか?オーバーホールのタイミングはどうやって決めてますか?
ショット数?それとも稼働状況におうじて?
金型オーバーホールする人手がたりなくて、ロングで成形して不良がでてます😭
Attachments:
-
作成者トピック

-
投稿者返信
-
こんにちは、
金型メンテナンスですが、弊社は金型メンテナンスできる人材が3名在籍しております。
成形機は6台です。
金型メンテナンスの人員が多いような気もしますが、模型をメインで成形しているので一度成形して次回は3年後とかになりますので成形のたびにメンテナンスをすることもたくさんあります。
模型メーカーさんは2000型~4000型ぐらいは所有していますのでどこのメーカーさんは苦慮していると思います。
近年、海外から金型を引上げ国内製造をされているところが多く金型メンテナンスの需要が多くなっております。弊社は、金型メンテ・修正してそのまま自社で量産するということを強みとしていますので得意先のお手間を取らせず量産に持っていけるということでお仕事いただいております、
あとは、成形課にも金型の構造をOJTで見せることによってより金型を大切に扱うということを覚えさせております。メンテナンス時期ですが、以前工業部品をやっていた時はPLカウンターをつけており5万ショットでメンテしメンテ管理表に記載しておりました。
マルです。
弊社は金型部門がないので、全部ではないですがメンテナンスも外に出しています。
取引先の型屋さんが廃業するときに、
金型部門で一人入れようと会社に提案しましたが、却下でした。笑メンテナンスのタイミングもとくにルールはありません。
ガス問題、本当にしょっちゅう起こります。
なので以前、メンテナンス頻度の基準をざっくり作り
ルール化の提案をしました。
(材質ごとに○○ショットって感じで)担当者がとても嫌そうな顔をしてました。笑
話がまったく進まないのと、他に色々と問題が起こるので、
まだ保留になっています。簡単でも基準はあった方が良いですよね。
ニゴです。
プラ太郎さんの解説は、わかりやすいです。
私の経験は、特殊な腐食性のあるPVC樹脂なので、行き過ぎかもしれないのでご了解願います。
【追加】
1)金型メンテナンス記録は
①金型の改造内容
②修理(外部修理費用も記載)
③ロングラン、総バラシ時等・・「金型台帳」に記載し、新型への改善に使用
2)台帳の記載内容
①取引先
②品種、サイズ別に作成
③最初のページには、
○金型姿図、
○対象成形機
○試作時の問題点と注意点等
担当者が改造費用の問題でできなかったこと等3)生産累計数
手書きは大変過ぎて数年後に中止しました。金型台帳でなくても、「大学ノート」に履歴を記録でも良いですよね。
いづれしても、問題点を生産技術メンバー全員で共有して、再発防止を実施していました。
ニゴさん
ご返信ありがとうございます。金型技術を持つことは本当に大事ですよね。
射出成形における金型のウエイトが高いこと痛感します。成形機上のメンテナンスは、日常的なリセットの意味合いですね✨
降ろした状態でのメンテナンスは定期に必要ですね。金型に関する業務を全て外作しては、コアな技術が育たず、型メンテ・型修費用ばかりがかかり、衰退していきますね。
なかなか専門の人員をあてることも難しいので、成形課の技術者のムダ仕事(事務作業やマテハン作業)を削減して、金型技術を育成していきます🧑🔧
ニゴです。
ボランティアが一段落したので投稿します。金型メンテナンスについて、私が勤務していたPVC樹脂の継手メーカーですが、1970年頃、その時代の工場長(後の3代目社長)が
【100%金型を外注していては、「金型の細部がわからなくなる」ということで、会社の中に工作課という部署を作ったと聞きました】成形機30台に対し、工作課は8名
新型・改造班3名(月1型の新型)、修理及びメンテナンス(生産終了後)が4名、責任者1名の構成新型は、自社製品のPVC継手の更新型がメインで、金型設計は教育も兼ねて、生産技術部の入社1年生が先輩のアドバイスを聞きながら、T1〜量産移行までを担当(スプール、ランナー、ゲート設計は当時マル秘だった)
また、オーバーホールのタイミングは、成形品の出来栄えと生産終了後の金型点検で判定していました。尚、工作課等がない会社においては、型替え者がやる所が多かったです。
型替え者の【実施事例】抜粋
○PVC 金型 メンテナンス項目
1. 生産終了後のメンテナンス種類
(1) 成形機上「日常 成形機上メンテナンス」
(2) 成形機上「調整 成形機上メンテナンス」
(3)金型降ろした状態 「ロング生産 メンテナンス」
(4)金型降ろした状態 「フルメンテナンス」 金型整備場での総バラシ、
一応、金型構造やメンテナンスの指導を受けた人が実施
(複雑な金型は「金型メーカーに依頼」)2.成形機上メンテナンス項目
1) バリの発生
①ウイッチボルト折れ
②ウイッチライナーボルト緩み
③ スライド突き当て面の樹脂破片付着
④エアーベント部、 WL部腐食
⑤トンネルゲートの樹脂カス付着 (PLつぶれ)など・・・Attachments:
もじさん
ベテランいなく、孤軍奮闘お疲れ様です✨
金型は専門知識必要ですよね。
下手に触れないのはもどかしいですね。
コツって工具を当てただけで溶接修理…なんてリスク高いですよね。金型を寝かすのに、ゴムマット敷いてクレーンで寝かせてましたが、慣れないうちは、それすら怖かったのを今でも覚えてます。
金型寝かせてcavを吊って逆さにするのも、なにげ難しいですよね🧑🔧
アイボルトとワイヤーかけかえて重心をずらしていくのは、コツいります🤣
未だに怖い。ガス抜け良くするために、布のガムテープ貼ってガス逃げ対策してます👍w
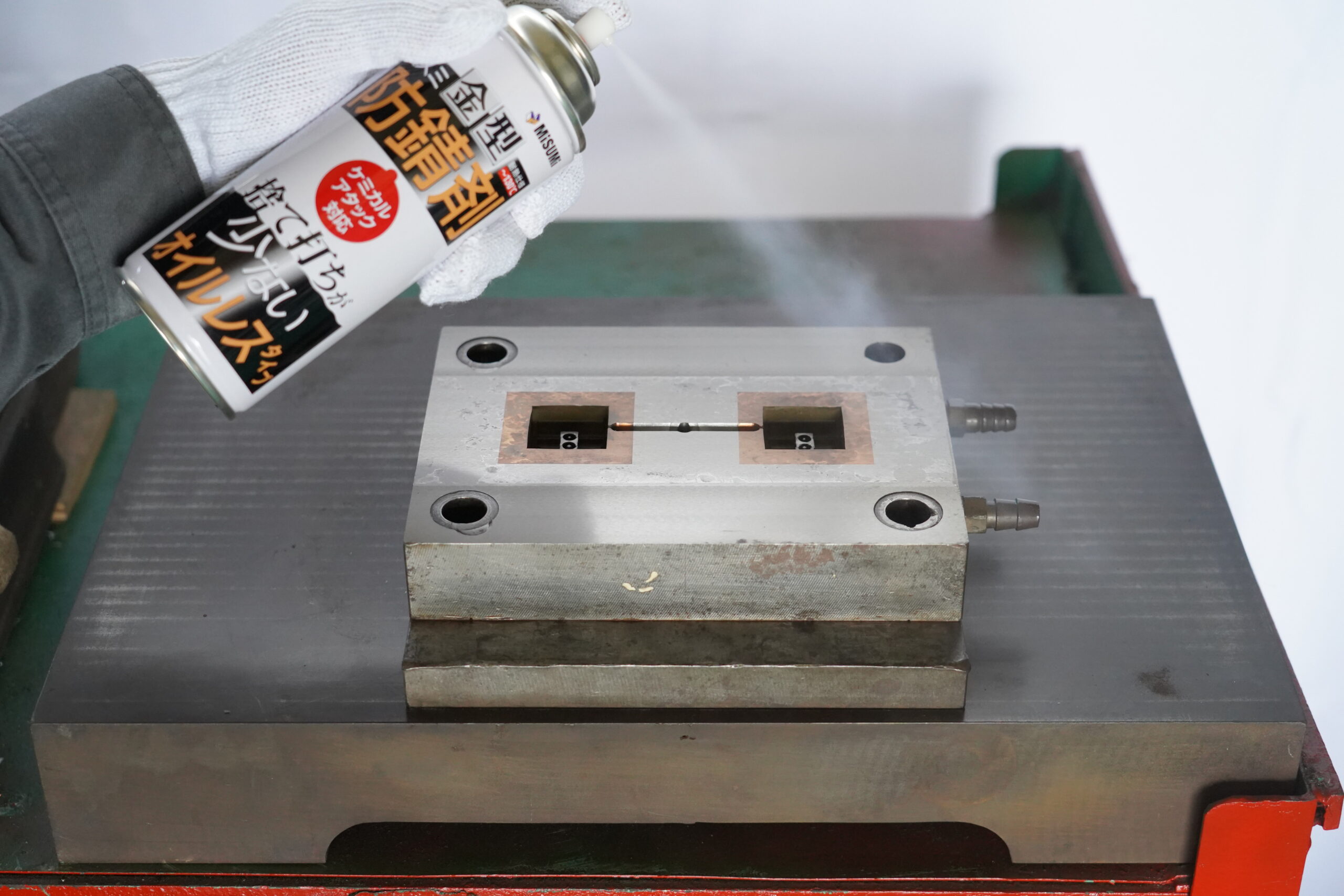
エジェクターピンに摺動よくするために、スプレーかけて、ガスヤニ汚れ止まらない時困ります。
わたなべさん
返信ありがとうございます✨
自社に金型部隊がいると強いですよね。
「金型は、バラすのは誰でもできる。」ってベテランがよく言ってました。不具合が出たら対処してる状況です。
簡単な金型は、30,000〜50,000ショットくらいでオーバーホールやってます。射出成形は、金型9割って言いますよね。
射出成形の技術に合わせて、金型の構造や鋼材の特徴など基礎的なこと知っておくだけでも役に立ちますね!私は、射出成形と機械メンテナンス系が好きなので、金型がよくわかっていません😂
他の会社のやり方勉強になります🙇
Watanabeさん
コメントいただきありがとうございます。
直接取引はないですが近所の成形屋さんで、自社の金型はもちろん、新規で受け持った客先の金型も中が一体どうなってるか把握するため一旦全てバラすっていう好奇心と責任感の塊みたいな会社が近くにあったりもして、
そこまではしなくとも何もしてない弊社ヤバイなぁと嘆いていたんですが、
確かにリスクありますしトラブルの兆候でも感じない限りはやらなくてもといった感じでしょうか。
なんか少し安心しました。弊社が使用しているのは同じく成形終了時に塗布する防錆スプレーと、エジェクターの動きが鈍くなった時に使う潤滑スプレーくらいで、あとは稼働前後に拭き掃除しているくらいなんですよね。
使用原料がエラストマー、PP、POM辺りが主でたまにABSといった具合なので、Watanabeさんが使っていらっしゃるような原料よりはガスの発生量自体がマシなのかもしれません。
あとガスが溜まってきて明らかショートなんかが出だしたときは都度拭き掃除するのも手間なので、金型のショートが出ている箇所PL付近にポストイットのノリがついている部分を切って貼ったりして対処しています。
案外それだけでガスが逃げやすくなってまた連続稼働できてますね。なんか大したことない内容で申し訳ないです。
moji様
お世話になります。OVHはリスクがありますので、品質に支障が無い限り実施しないほうが良いかと思っております。
年に1,2回作るかなみたいな金型は20~30年そのまんまのやつが多々あります。
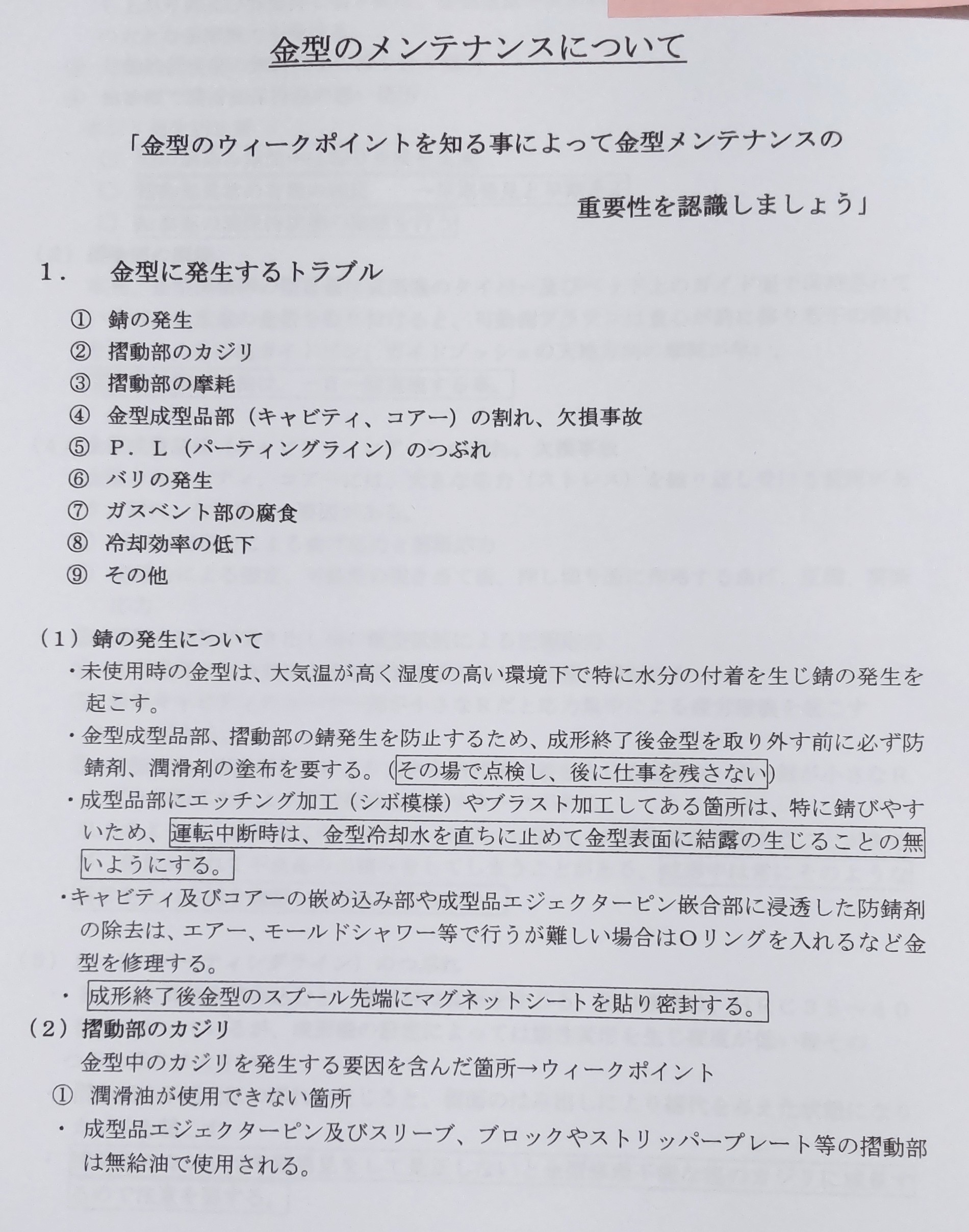
⇨ガス不具合とは別に、錆が懸念され、スプレー式の錆止めを使用致しております。
OVHしないと錆止めが製品に付着して良品確保が出来ません。
逆にOVHを実施しなくても良品確保出来る、公開できる範囲だけでも、
ご教示頂ければ幸です。
以上、宜しくお願い致します。Watanabe
mojiです。
いつも記事他でお世話になってます。金型のメンテについては個人的にもいつも悩んでいます。
以前弊社にはスクリュ清掃の文化がないことを相談させていただきましたが、金型清掃も特にないんですよね(笑)
上司がいた頃もガス汚れ等は拭き取れる範囲だけ掃除していたくらいで。
分解清掃も全くないわけではないのですが、生産数の多い金型を雰囲気でたまに分解して掃除していたくらいで、年に1,2回作るかなみたいな金型は20~30年そのまんまのやつが多々あります。
1回も分解したことないんじゃないかとすら思うような外観で、今その放置していた金型の諸々の問題が現担当の僕に降りかかっている最中です…
分解、掃除せざるを得ない状況になってるので勉強になるからいいんですけどね、なんせ立て続けに問題が起きているところです。来年度にはついに補助の方もいなくなり作業者が私一人に(大丈夫か弊社)
作りがシンプルな金型ならスイスイできるようになってきましたがまだまだ未開の金型がたくさんあり道は険しいです。
というわけですごいしょうもないレベルで悩んでおります。プラ太郎様
お世話になります。弊社では金型製作致しておりますので、社内で、新型制作とメンテで別れて金型部門で実施致しており
成形部門は射出成形のみです。
OVH時期は生産開始前には必ず実施致しております。
生産開始後はショット数にて管理致し、規定数に達し次第OVHを実施致しております。ドライアイス、蒸気金型洗浄等試しましたが、弊社はPOM、特殊ナイロンが多く、
モールドデポジット除去は出来ませんでした。
以上、宜しくお願い致します。Watanabe
-
投稿者返信
- このトピックに返信するにはログインが必要です。


