フォーラムへの返信
-
投稿者返信
-
返信先: 金型の錆止めについて
しんさん
私の会社では
夕方止めて翌日稼働の場合は、サビ止めふらないですね。翌週またぎの場合は、
金型全体に軽くフワッとかける感じです。話がそれてしまいますが、
社外倉庫に保管(環境悪い)場合は、有色のサビどめ(スミコー)してます。返信先: 射出段数、保圧段数の使い方について経験不足でありますが、不思議な条件見かけます。
①1速10mm/secで10%程度しか入っておらず、残りの90%を保圧で充填。
→逆の条件調整で、1速50mm/secで80%入れて保圧20%でも外観と寸法変わらず(ガスショート防止の条件?)②ゲート凸を無くす為に、保圧を2段階使っているが2段階目の保圧のほうが圧高い(保圧1:120Mpaー1.0sec、保圧2:130Mpaー1.0sec)
③射出のピーク圧が100Mpaなのに、設定が220Mpaなど(保圧は60Mpa)
ざっと思い出すとこんな感じです。
念の為
変わってるな?と思う条件は、上長の確認を取ってから、試作の要領で条件調整しなおしてます。返信先: 高温成形時の黒条、ヤケ対策(PPSU)ご報告が遅くなりました。
皆さんのアドバイスを頂き
①温度設定
②パージ
③樹脂滞留させない上記3点を実行し、成形後の検査結果出たました。不良率が60%から15%程度までに減りました(^^)
みなさまありがとうございました(^_^)
返信先: 高温成形時の黒条、ヤケ対策(PPSU)G.Nテック ニゴ様
お忙しい中、自分が担当すると想像してまでアドバイス頂きありがとうございます!!
まず
①PVCとPPSUの類似点
PVCは少し停止しただけで、煙がすぐに出る~…毎回スクリュー抜き~ぐらいしか知識がなかったのと
PPSUに類似している特性と聞けて勉強になります!ありがとうございます!!
②乾燥機
やはりヤケ、黒点軽減には除湿乾燥機がベストなんですね。
私は除湿乾燥機欲しいのですが、成形機30台程あるのに何故か1台しかなく
旧型の熱風式(マツイと銘板が貼られている)しかありません。完全に壊れるまで根性で何とかせい!!って代表からいわれてます…
③スクリュー選定
長年在籍されている大先輩からスクリュー選定について確認したのですが…
代表に何度も提案しているが稟議はねられるそうで…これは1番難しそうです。
④洗浄剤
[プラクリン]初めて聞きました。
これは社内で相談してみます。
ちなみに添付資料頂いたアサクリンはPX2タイプ使用してます。
ありがとうございました!
がんばります!!
私の所もジュラコンM270-44使用しています。
プラ太郎さんのギヤ成形経験に近い乾燥なし、ほぼ粉砕で成形したこともあります。
ゲート付近のPLに付着する白いカスは、量産開始してから、約6時間程するとチラホラ見られます。
目視した時点で、付着していたら一旦金型清掃して対応しています。
ギヤ成形のショートというと、ギヤ先端部ショートですかね?
時間帯製品チェックでも、見逃してしまうときがあるので怖いですよね…
返信先: 高温成形時の黒条、ヤケ対策(PPSU)プラ太郎様
ユーデルは、やっぱり黒点出やすいんですね…。うんともすんともならない…。
弊社でも一度保温してからの、次の日の再立ち上げは黒点まみれで良品が1時間ほど取れないです。
スクリュー抜いてのバーナー焼き五時間…
やりたくないですね (T_T)
成形温度と金型温度
調整してみます!!
アドバイスありがとうございました!!
返信先: 高温成形時の黒条、ヤケ対策(PPSU)iO MOLD TECHNOLOGY
岡野様
詳細な製品形状やゲート位置など記載していないなか、予想しアドバイス頂きありがとうございます。
まず成形条件について
①射出速度と射出圧が高い
速度はゲート付近にフローマークが出やすい為、ゲート付近を遅めにして、その後早くしております。
射出圧は140Mpa設定にし
ピーク圧が100Mpa程度を往き来してます。
<p style=”text-align: left;”>ちなみに懸念されていた通り、ゲート形状は、おっしゃとおり狭い小さいです(T_T)(社内製作していない移管型の為)</p>
②樹脂温高いこれは本当に高いので、1度下げてみます!!
③樹脂滞留、成形サイクル
成形サイクルが、約35sec程にしています。
④型ガス抜き及び型締め力
<p style=”text-align: left;”>製品外周にガスベントが取られており、溝もあります(すみません。溝の深さまでは何分の1とかまでは測ったことないので確認します)</p>
型締め力も再度確認します!!アドバイスありがとうございます!!
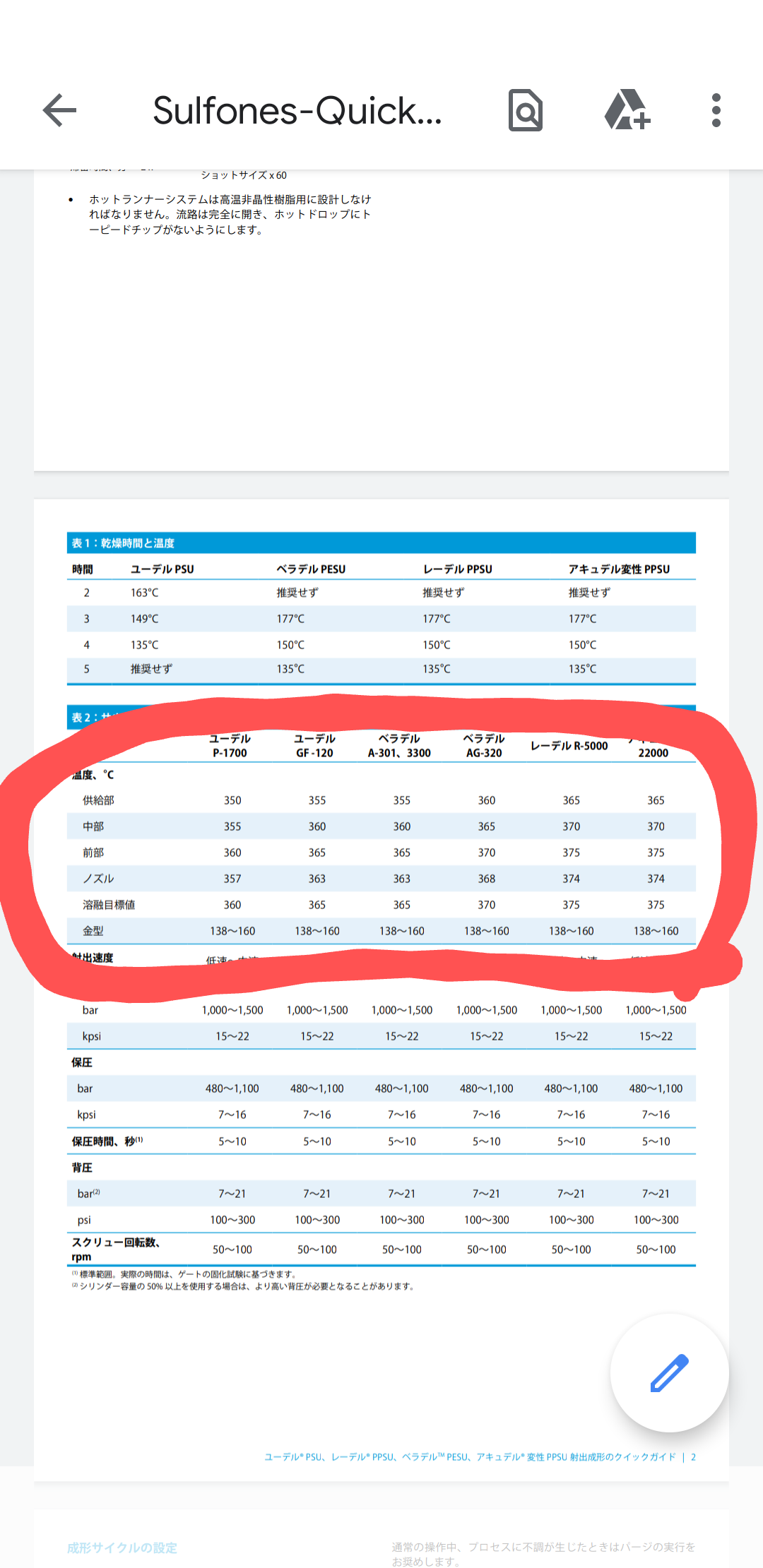
<p style=”text-align: center;”></p>返信先: 高温成形時の黒条、ヤケ対策(PPSU)メーカー推奨温度資料です。
Attachments:
返信先: 初めましてosakaizzzですiO MOLD TECHNOLOGY
岡野代表
初めまして。
ホームページ拝見させて頂きました。
型設計・製作、試作TRY、量産立ち上げ一元化一括管理、独自成形樹脂開発等、高度な知見をお持ちの方から
私のような若輩者にコメント頂けるのは、非常に嬉しく思います。
勉強させて頂く事ばかりだと思いますが、何卒よろしくお願いいたします。
返信先: 初めましてosakaizzzですプラ太郎キーマスターさん
初めまして。
コミュニティ登録と1級試験マニュアル購入させて頂きました。
試験マニュアルもそうですが、コミュニティも現状からの「第1歩」を踏み出すために始めました。
これからもよろしくお願いいたします。
返信先: 初めましてosakaizzzですshinさん
初めまして。
成形のアドバイスありがとうございます。
寸法、外観、サイクルなど考え出来上がった製品を見ていつも「これで良かったのか?」と考えます。
shinさんの
『100点=安定した生産(規格内)』
この言葉
あぁー!!
っと納得してしまいました。
感覚を言葉に具現化。
自分以外の方にアドバイス頂くと「その手(言葉)があったか!!」とよく気付かされます。
ありがとうございます。
1級試験
頑張ります。
-
投稿者返信