プラスチックファン › フォーラム › 成形不良の悩み › 射出段数、保圧段数の使い方について › 返信先: 射出段数、保圧段数の使い方について

しんさん
G.Nテックにごです。
【この段数は本当に意味があって必要なのかな?もっと簡素化にできないかな?】
私は経験だけで、理論は良くわかりませんが、PVC樹脂の場合、いつも、前条件を呼び出すと、まず、「なぜこの成形条件なのだろう」と考えます。
そして、直したい場合、成形条件を訂正する正当な理由(こじつけかも)を考えます。
①サイクル短縮
②成形不良が減る
③多数個取りのゲート詰まり時のオーバーパックの可能性等
まず、成形機のスクリュー内部で均一溶融、混練をさせた状態にし、金型には、なるべく、保圧切替位置まで「1速1圧」「ふぁー」と入れることを基本にしています。
つまり、波形は徐々に上昇していくように(金型内に流動していくと速度が遅くなるので早く)充填させます。
遅くなると、先に入った箇所が収縮が始まってしまいます。
私は、スプールランナーの設計により、極力「1速1圧」に近づけるように、常に、努力しており、射出圧力については、波形の約20%増しに設定しています。
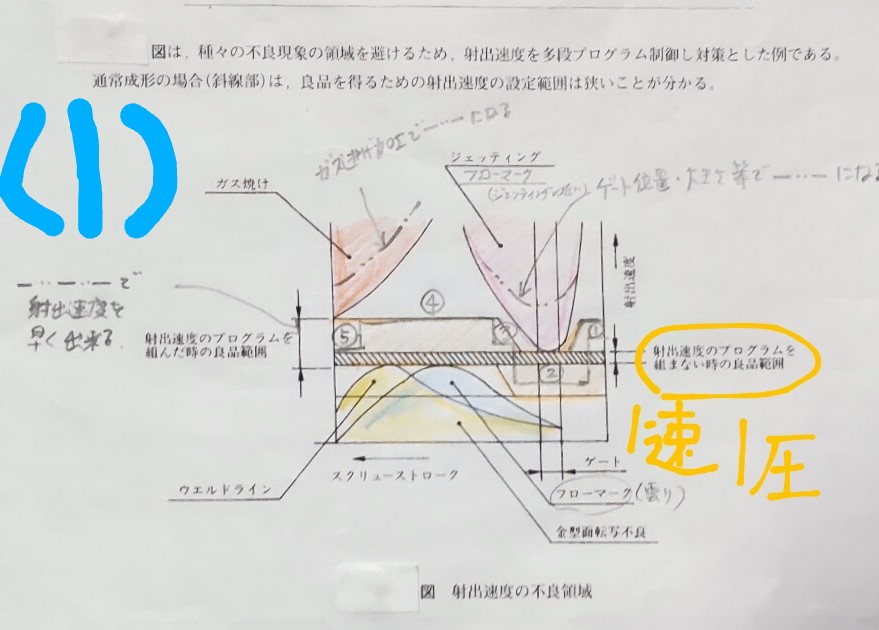
次に射出時の波形を見ながら、成形不良を無くすように最低必要量と速度を決め、安定した良品を得るために、2段〜5段の変速に変更して行きます。別紙1参照
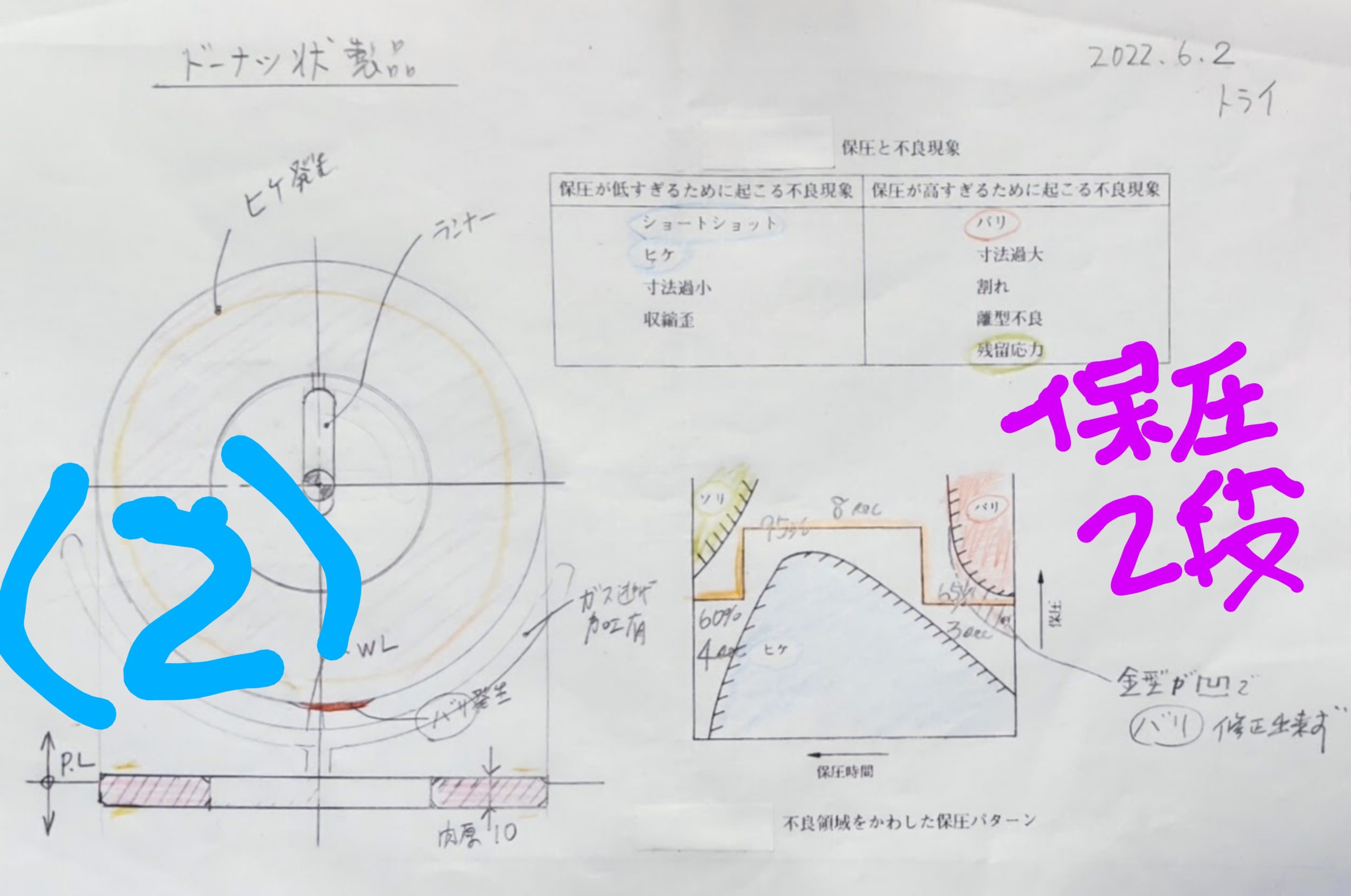
保圧は2段を基本にしています。
バリを小さくする場合は、スキン層を作る為に3段を使用します。
別紙2参照
樹脂や成形方法は各企業で違うと思いますが、ご参考になれば・・・