
-
トピック
-
皆さんにご質問です。
みんなで使用する、射出成形機。
メモリーデータを呼び出して、量産すると問題はないのですが、
「この段数は本当に意味があって必要なのかな?もっと簡素化にできないにかな?」
と思う成形条件を良く見かけます。
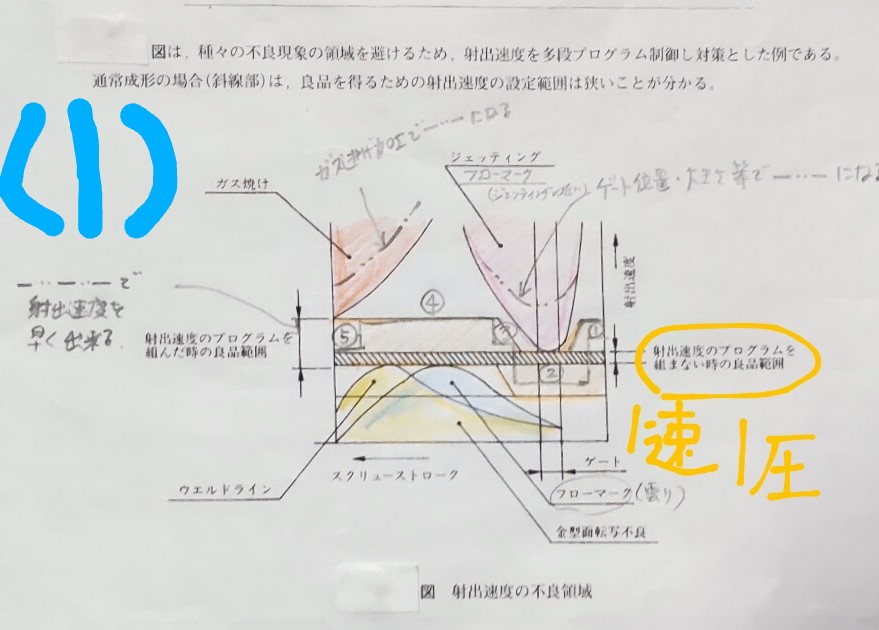
例えば1次圧の工程で、実測ピーク圧は45Mpa程なのですが、130Mpa⇒100Mpaの段数や、
樹脂が通過する位置と、速度が成形品に対して整合していない等。
私の勤めている会社は、一応メーカーなのですが「こんなんでいいの?」と心の中で思ってしまいます。
安定して良品が取れていれば良いのでしょうか?
それともロジカル的な意見を言うべきでしょうか?
この業界って人の作った成形条件をいじると、文句を言う方が割といますので・・・
皆さんの現場は、段数の使い方はどうされていますか?
全てロジカル的な条件で生産されていますか?
宜しくお願いします。

11件の返信を表示中 - 1 - 11件目 (全11件中)
11件の返信を表示中 - 1 - 11件目 (全11件中)
- このトピックに返信するにはログインが必要です。