
- このトピックには14件の返信、4人の参加者があり、最後に
 G.Nテック ニゴにより10ヶ月前に更新されました。
G.Nテック ニゴにより10ヶ月前に更新されました。
-
作成者トピック
-
はじめまして。kashin1018と申します。質問いたします。
一般的にプラスチック材料の溶融時のガスの発生量についてですが、バージン材と粉砕材(再生材)では違いはありますか?もしあるならば、そのメカニズムを知りたいです。宜しくお願い致します。
-
作成者トピック

-
投稿者返信
-
kashin1018様
ニゴです。あれから、少し考えて見ました。
他部署に品質管理課がございましたら、協力を要請する(品質管理の問題解決手法の「要因解析」および「実験計画法」等のアドバイス)のも有りだと思います。⇒②
○この「掲示板」のアドバイスも含む
以前、Tweetした内容です。
【知っておきたい具体的な不良品対策とその考え方 4個】
①1つの原因でも、この対策には幾つもあることに注目/同じ不良の再発防止はこれで完全か / 作業者が間違いやすい所が無くなったか確認する。
②まず、自分が今すぐに実施できる対策をたて/さらによい対策を立てるため他部門、 専門家の力を借りる。
③「後工程はお客様である」という考え方は、後工程には絶対に不良品を流さないことで「品質は工程で作り込む」が 基本
④「不良品は現行犯で捕まえよ」 ・・・後からだと本当の犯人 (真の原因) が解らなくなる。
Watsnabe様
ニゴ様貴重なアドバイスありがとうございます。粉取り機、鉄粉除去マグネットは付けてあります。
今度メーカー(マ○イ)に吸水率の測定を相談してみようと思います。
kashin1018様
お世話になります。除湿乾燥機でしたら、ニゴ様のアドバイスにございました、
粉の可能性がございます。
(参考 除湿乾燥機露点は-20℃以下必要になります。)
当然ペレットより粉は小さいので熱伝導率が良いですので、熱分解します。
その揮発分により品質低下になっている可能性がございます。
プラスチックは帯電致しますので、粉を綺麗に取り除くのは難しいのですが、
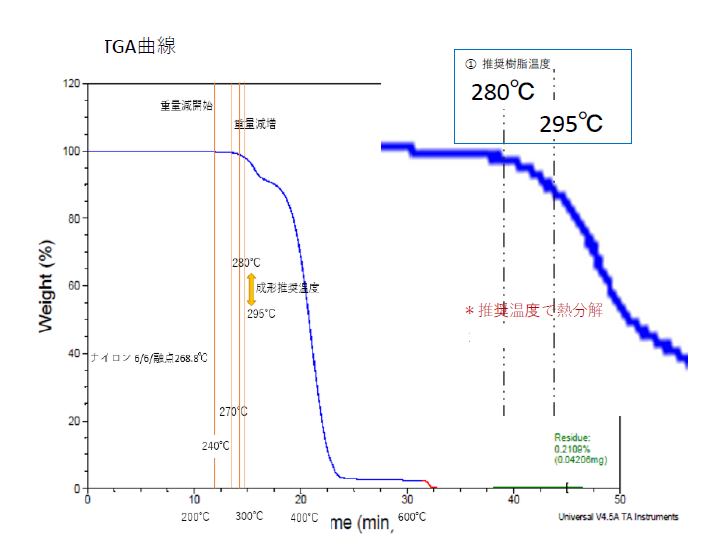
これも乾燥機メーカー様で粉取機がございます。小職もPA66で不良が良化せず、TGA曲線を入手して確認いたしたところ
メーカー樹脂温度推奨値で熱分解しておりましたので、良化不可能と判断致し
お客様にご相談致して、費用負担頂けることになったこともございます。
ファイルを初投稿させて頂きます。不具合がありましたらご了承ください。
以上、ご参考になれば、幸いです。Watanabe
Attachments:
kashin1018様
ニゴです。
なるほど、やはり、粉砕材の影響が間違いなくありますね。そして、「バリとヒケのトレードオフ」1番難しいです。
私のアドバイスは、参考にならなく申し訳ないです。
さらに、参考になるかどうかわかりませんが、自分がこの問題に遭遇した時、【自分自身に、白紙の状態で今と同じスプール・ランナー設計・ゲート位置・ガス逃げの位置にするかと問います。1番違った所から、実験して、修正していきます】
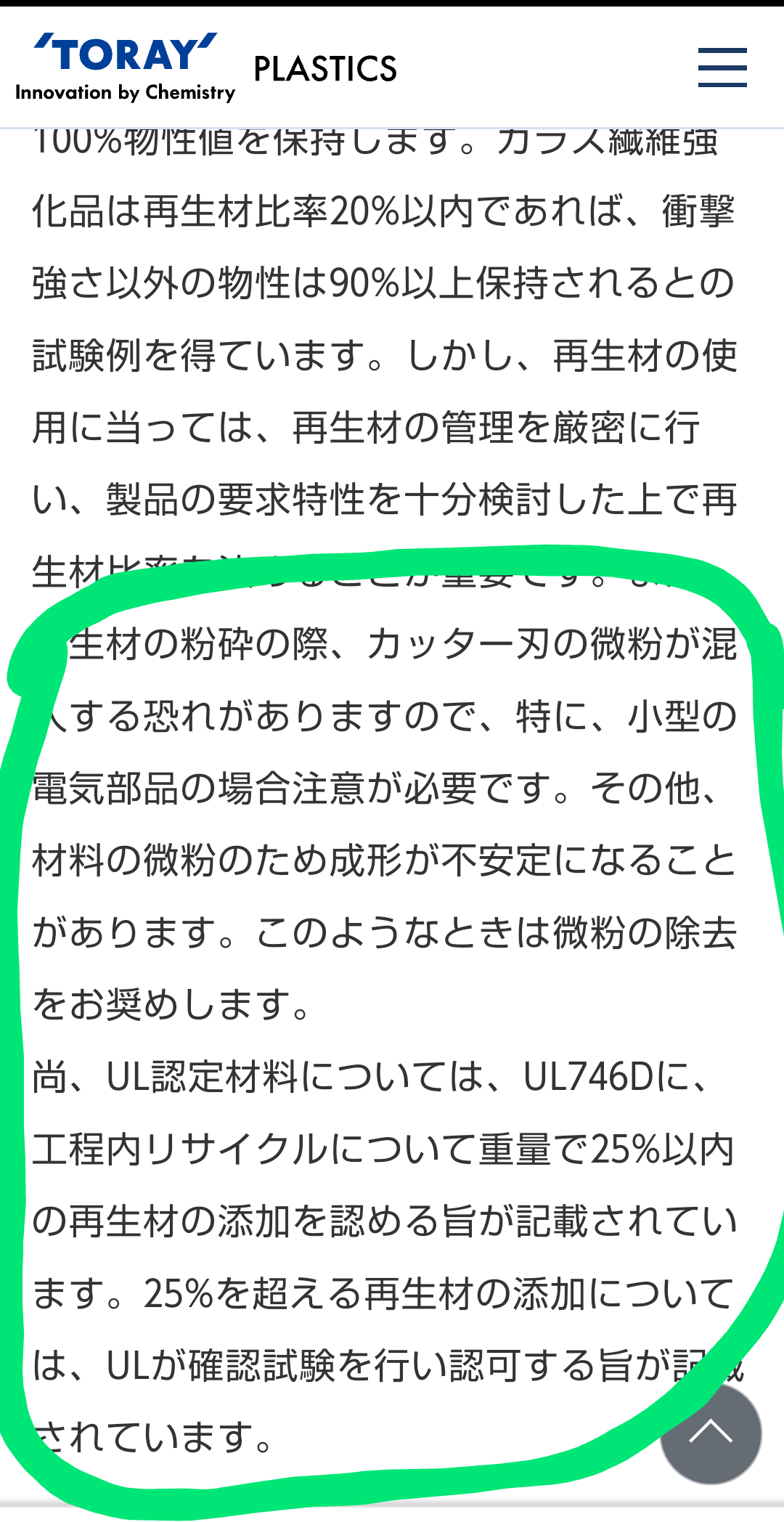
また、東レの66ナイロンの再生材についての資料を読んで見ました。
UL認定では粉砕材の25%以下と書いてあり、幾つか注意点もございました。可能ならば、バージン材や粉砕混合比率を何種類か実験することが出来たら良いかと思いました。
Attachments:
ニゴ様
kashin1018です。
金型にはベントはあるのですが、(パーティングで深さ0.005mm)バリが発生しやすくバリとヒケとでトレードオフ状態になります。今回の質問は粉砕材の割合が最近上がって以降、ウエルド部のヒケが酷くなった実感があるのでガス量が多く発生しているのでは?と疑問に思った次第です。ガス量の増加では無くても何が原因か知りたく思っています。PA66の色相はナチュラル(黄変は製品の用途上問題無しです。)Watanabe様
材料の吸水率の測定ですか。
現在使用している乾燥機は除湿乾燥機です。
メーカーに相談してみますね。
貴重なアドバイスありがとうございます。kashin1018様
お世話になります。PA66とのことで気になり投稿させて頂きます。
非常に吸湿率が高い樹脂ですので、揮発分による影響はあるかと存じますが、
加水分解による影響も懸念されます。
一般的にPA66は真空状態で出荷されますので、短時間でしたら乾燥が不要で使用可能です。
再生材は吸湿していると存じますので、充分な材料乾燥が必要になります。
大変失礼ですが、除湿乾燥機をご使用されておられますか。
ご使用でしたら、乾燥機メーカーにご相談されて、材料の吸湿率を測定されてはどうでしょうか。
たぶん無償で対応頂けると存じます。もし吸湿率が推奨値以上でしたら、アドバイスも頂けると存じます。
PA66の黒以外は黄変が発生しますので、乾燥不足が懸念されます。
参考になれば幸いです。
以上、宜しくお願い致します。Watanabe
kashin1018様
お世話になります。PA66という事なので、少々気になり投稿させて頂きます。
揮発分による影響もあるかと存じますが、
吸湿性が高い樹脂ですので、加水分解によるガスの影響はないでしょうか。
大変失礼ですが、
1.材料乾燥は除湿乾燥機でなさっておられるでしょうか?
2.黒以外ですと、乾燥で黄変致しますので、防止するために乾燥不足が発生しやすい。
3.一般的にPA66は真空状態で出荷されますので、新材は吸湿がほとんどしてません。
開封して短時間でしたら、乾燥不要で、再生材は相当吸湿している可能性がございます。
再生材が多いと吸湿が気になるところです。
※除湿乾燥機を使用されているのであれば、乾燥機メーカー様にご相談致して、
無償で吸水率を測定頂けるのではないでしょうか。一度ご相談されても良いかと存じます。
ご参考になれば幸いです。
以上、宜しくお願い致します。Watanabe
kashin1018様
ニゴです。少し、整理しました。
【ご質問】
一般的にプラスチック材料の溶融時のガスの発生量についてですが、バージン材と粉砕材(再生材)では違いはありますか?
また、そのメカニズムは?
【成形品情報】
①材料︰PA66
②加熱筒温度︰260℃〜300℃
③粉砕材混合率︰80%(バージン20%)
④サイドゲートの多数個取り(10個以上)ヒケやウエルド(バラツキ有り)に苦労している
⑤金型メンテナンス時にガス汚れが酷い事から、ガス量の増加が要因か?
⑥ガスベントを検討したが未着手社内情報開示の難しい中ありがとうございます。
【当方の考え】
質問とは随分とズレてしまいますが、結論からお話しすると、まず⑤の安価な「ガスベント」の費用を発注先の負担で改造出来ると良いかと思います。
もう1つは、ゲート位置変更の再検討を要します。
(ゲート位置変更を含めた改造理由・内容・費用を承認頂く)下記に成形品の不良を減らす為に自分がその場面になったと想定し、調査出来る範囲内になりますが勝手に想像してみました。
①色調の問題は発生してないので「黒かグレー系」か
②成形品が小さく、スプール・ランナーが大きい(2︰8)
③粉砕材を別の成形品に転用出来ない
④成形品の強度は安全率がある
⑤ガスベントの改造費用はどこが負担するのか、また、改造すれば本当にヒケやウエルド(バラツキ有り)が直るのか不安
⑥金型検収について、自社開発品型、預かり金型、移管金型にもよりますが、「誰が金型設計、金型検収、成形品検収をしたのか」
(量産化初ロット〜3ロット検証もしたのか)
⑦預かり金型や移管金型の成形品見積りの中で、粉砕材の扱いがどのようになっているか
スプール・ランナー分及び成形品の材料代が無償支給なのか、有償支給なのか、粉砕材比率、歩留まり等
わかる範囲内で
⑧月当たりの成形不良金額算出
※成形立上げ時の不良金額
※ゲート仕上げ時の検品不良金額
※ガス発生の金型メンテナンス金額マル様
ニゴ様アドバイス、情報ありがとうございます。材料はPA66です。加熱筒温度は260℃〜300℃、粉砕材混合率は80%(バージン20%)サイドゲートの多数個取り(10個以上)となります。
kashin1018さん
はじめまして、マルと申します。
御社の生産状況が分からないので、
参考情報として以前聞いた話をお伝えします。材料メーカーの開発担当者立会いで成形トライを実施した時の情報です。
ガスはシリンダー温度が高いほど多く発生するため、
温度はできるだけ下げたほうがよく、
カタログ値は流動性で決められているそうなので、
流れるならカタログ値よりも低く設定しても良いとの話がありました。とはいえ、強度にも関わってくると思いますし、
上記のメーカーだけかもしれないので、
あくまで『参考』情報として認識ください。kashin1018様
ニゴです。【ご質問】
一般的にプラスチック材料の溶融時のガスの発生量についてですが、バージン材と粉砕材(再生材)では違いはありますか?もしあるならば、そのメカニズムを知りたいです。【当方の経験】
多くの経験があるPVC樹脂は、①熱安定性が悪い
②成形領域と熱分解点(ヤケ・黒い異物の発生)が近い
③成形時のガス発生は他樹脂に比較して多く、金型が腐食しやすい(成形樹脂温度の範囲は175℃〜205℃と非常に狭い)ご質問のバージン材と粉砕材のメカニズムは、よくわからないです。
ガスの発生量を計測したことはありませんが、金型の腐食は肌で感じていました。20種類以上のPVC樹脂の粉砕材料を成形した経験から
① 100%粉砕は、熱履歴があるので、溶けやすく成形設定温度を10℃〜15℃下げないと熱分解しやすい
② 粉砕比率は、15%〜20%以内にしないと10回の繰り返し粉砕で、強度が低下する(50kgのスプール・ランナーを含む製品を都度、粉砕を10回繰り返し、物性低下を検証)
③ ガスの発生状況は、バージン材と粉砕材は変わらない
(分解しない樹脂温度にした)
④ スプール・ランナー比率が大きい場合の粉砕材は、成形や製品強度に問題がない製品に使用するご参考にならなかったかも知れませんね。
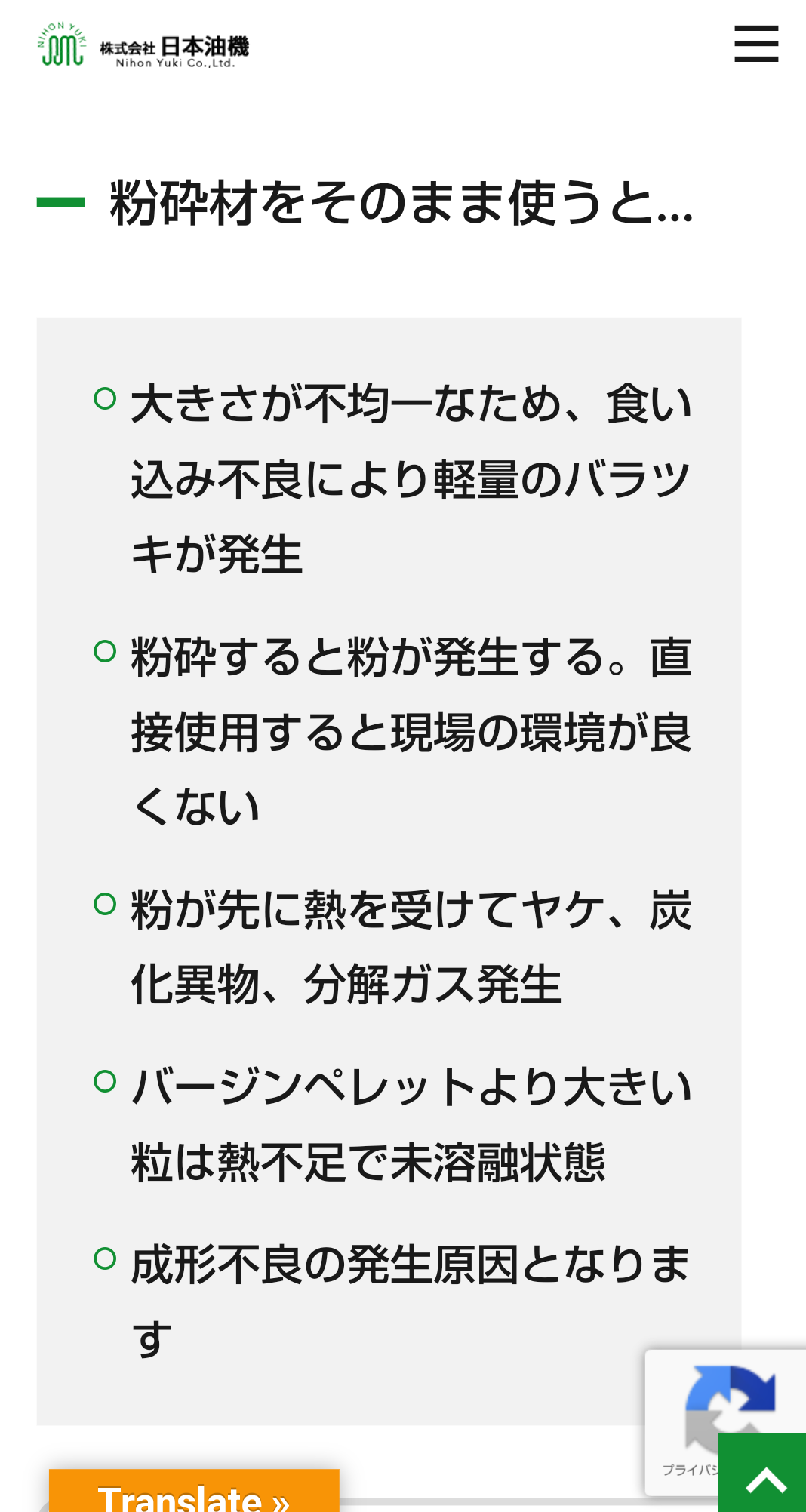
あと、日本油機さんのホームページ「リペレット機」を検索した時、粉砕の説明がありました。
ご参考になれば・・追伸
PVC樹脂は、ガスベントが必須です。Attachments:
kashin1018様
お世話になります。成形はガスとの闘いですね。
モールドデポジットでは無くガスの汚れの様なので改善出来る可能性があるかと存じます。
成形材料、ランナー・製品形状で変わってきます。
まして、多数個取りは難しいかと存じますが、難しい課題ほど改善出来た時の
喜びもひとしおですので、頑張ってください。
何かございましたら、ご連絡頂ければご協力出来ればと存じます。
以上、宜しくお願い致します。Watanabe
Watanabe様
アドバイスありがとうございます。多数個取り(10個以上)の成形品のヒケやウエルド(バラツキ有り)に苦労しています。その製品は粉砕材の比率が異常に高い事(7割以上)、金型メンテナンス時にガス汚れが酷い事から、ガス量の増加が要因ではないかと考えた次第です。
もちろん金型のベント等も考えましたがなかなか解決に至っておりません。ポリプラスチックスサイトの情報、ありがとうございました。
お世話になります。
Watanabeです。新材と粉砕材の温度、滞留時間が同じければ、ガス発生量は同じだと思いますが、
可能性と致しまして、推測させて頂きます。
熱履歴は粉砕材が多いので、分子量が低くなります。
分子量が低いと粘度が下がりますので、計量時に摩擦抵抗が少なくなり
圧縮熱が下がります。バレル設定温度が同じでも、実際の温度は粉砕材が低い
可能性がございますので、温度が高い新材のガス量が増える可能性がございます。
粉砕材の再生回数にもよるかと存じますが、あくまでも理論上です。
相違がありましたら、申し訳ございません。科学的に調査するのであれば、熱重量分析(TGA )で同じ熱履歴での
薪材と粉砕材のガス量を比較出来るかと存じます。
バレル内の樹脂温度測定は出来ないと思います。ポリプラスチックスサイトには射出成形時のガス発生メカニズムを解明する新評価法
ガス量とは異なりますが、ガスについて興味深い内容がございます。
以上、宜しくお願い致します。 -
投稿者返信
- このトピックに返信するにはログインが必要です。