
- このトピックには23件の返信、5人の参加者があり、最後に
 SHINにより12ヶ月前に更新されました。
SHINにより12ヶ月前に更新されました。
-
作成者トピック
-
4月18日(火)に、年に1、2回しか生産しない製品の条件出しがあります。
およそ、40年前の金型のようです。<簡単な内容>
・450トン
・PP ナチュナル
・ダイレクトゲート
・加熱筒温度 200~240℃
・金型温度 キャビ、コア共に40℃
・角型のゴミ箱の本体(ナチュナル)
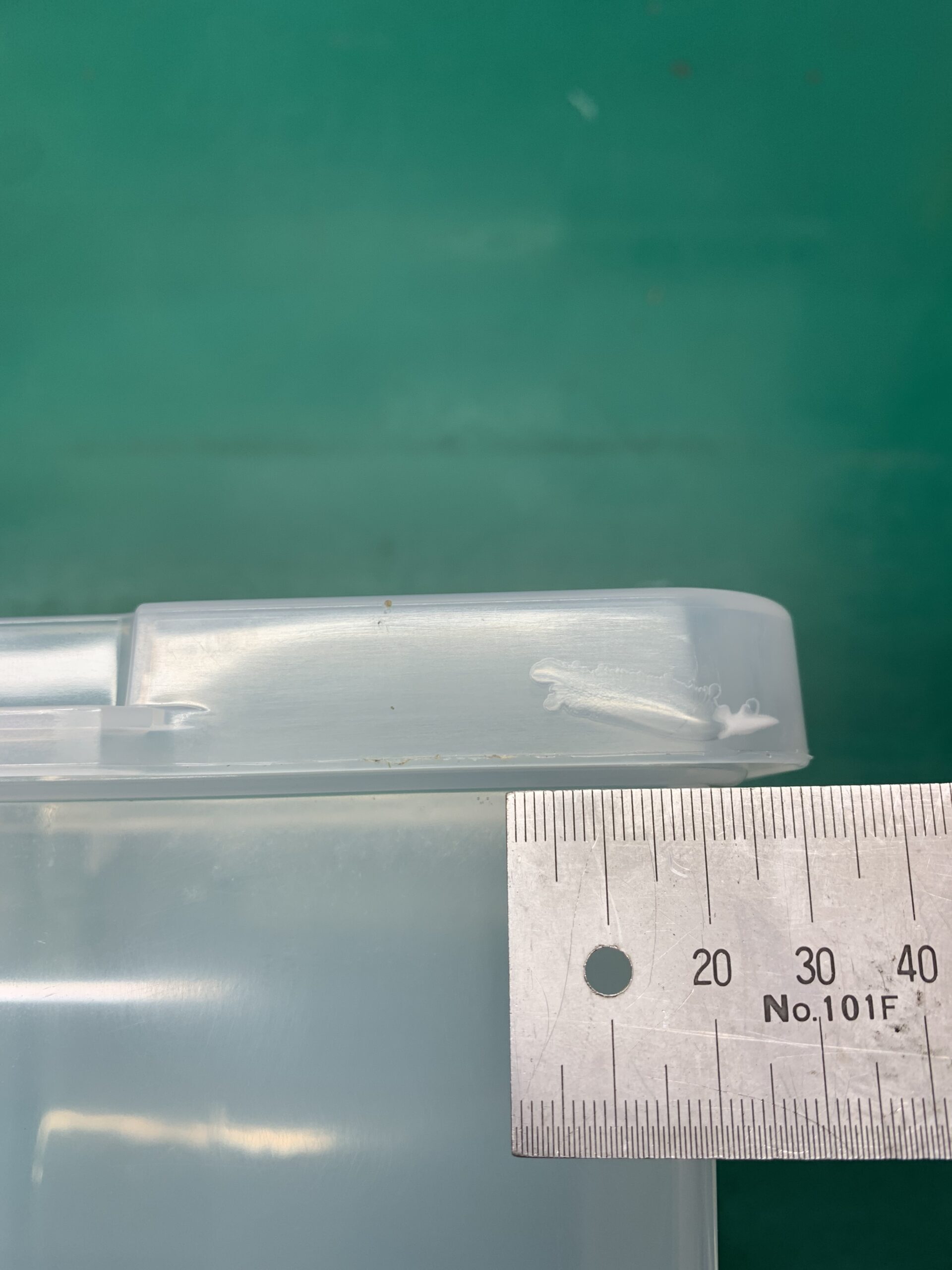
です。フランジ部(フタとの勘合部分)に10パイ程の気泡が、10個以上出るようです。
私は初めて成形するのですが、過去に40年のベテラン、1級技能士が対応しても
気泡が改善されなかったそうです。恐らくですが、金型に原因があるかと思います。
どんな情報でも構いません。
・加熱筒温度
・射出条件
・保圧条件
・射出保圧時間
・可塑化条件
・冷却条件
・金型温度
・型締め力
等々、成形条件だけで直す方法を教えて下さい。
私も週末に、色々な文献勉強しますが、マニュアル通りでは直らない感じです。皆様の力をお貸し下さい。
宜しくお願いします。 -
作成者トピック

-
投稿者返信
-
wakabama-kunさん
ガス起因の不良の考察は難しいですよね。
不良の出る要因は金型なのか、成形条件なのか?
マニュアル通りにいかない時もありますね。
このコミュニティーは、そんな悩みを
激アツメンバーが、バックアップしてくれますよ。
私も本当に助かっています。
wakabama-kun
ガス起因の不良の考察は難しいですよね。
不良の出る要因は金型なのか、成形条件なのか?
マニュアル通りにいかない時もありますね。
このコミュニティーは、そんな悩みを
激アツメンバーが、バックアップしてくれますよ。
私も本当に助かっています。
勉強になります!!いま私はボイドではなくガス起因のデポジットで悩んでいました。
デポジットの分析から対策として飢餓計量、真空引き、窒素置換、最低型締力の見直し、過剰な型締力で金型が歪んでガスベント閉塞していないか・・・等々、思いつく限り色々試していますが、中々ガス対策は難しく。このサイトで勉強させてもらっています。真空ボイドの判断方法など目から鱗でした。勉強になります。プラ太郎さん
皆さんの激アツな情報を頂き乗り切れました。
良く会社の人に言われることがあります。
「特級なんだから何でも出来るはず」と。
それは大きな間違いで、特級課程の勉強まで
して、試験に合格しただけといつも言うのですが。
成形条件で何をやっても直らない時は多々あります。
9割以上は金型なので、金型の勉強も必要ですね。
色々とありがとうございました。
気泡直ってよかったですね!
ガスベントと型締力、
射出成形は、ガス抜き管理がポイントですね✨ナイスです✨ニゴさん
色々と情報やサポートありがとうございました。
ガスベンドのメンテナンスの重要性、
良く分かりましたね。また、製品に応じての型締力や、金型温度
改めて成形の難しさを痛感してます。
また何かありましたら、よろしくお願いします。
しんさん
ニゴです。やったね👍
4月〜のしんさん、信じていました。上手く行ったのは、しんさんの素直で真剣な事前シュミレーションが1番効いたと思いました。
また、改めて「ガスベントの重要性」を認識させて頂き、ありがとうございました。
さらなるご活躍を祈っています。
マルさん
別の仕事もあり、先ほど帰宅しました。
型締力の設定ですが、
型締めをMAXかけるのと、
MINの場合、目に見えないですが
イメージ的にPLに隙間が開き
ガスが逃げやすいという感じですね。
成形機によってはリアルタイムで、
型締力がモニターに出ると思いますよ。
試してみて下さいね。
色々ありがとうございました。
SHINさん
お疲れ様でしたー!
さすがです!!『型締力を100Kn下げる』についてですが、
型締力を弱くすることで、ガス逃げが良くなったということでしょうか?情報をくれた皆様へ
本日、ほぼ気泡が出ずに生産が終わりました。
昨日の夜、皆さんの意見を事前にまとめて、
シュミレーションし、各方面から調整していきました。
最も効いたのは、
・ガスベンドのメンテナンス
・型締力を100Kn下げる
・型温度を50℃でした。
このコミュニティーのお陰で、
本当に助かりました。
ありがとうございました。気泡のビフォーアフターを、
写真を添付します。ニゴさん
分かりやすいイラスト付きの情報、
いつもありがとうございます。
今朝は5時30分に目が覚めてしまい、
お昼まで、ずっと気泡のシュミレーションを
してました。
皆さんから情報をまとめて、
先ずどの条件から変えていくか?
大体、順番が決まってきました。
火曜日の午前中に、セットアップです。
最低でも100ショット、気泡が落ち着けば
200ショットまで行きたいです。
情報ありがとうございました。
しんさん
ニゴです。本番の量産は火曜日ですよね。
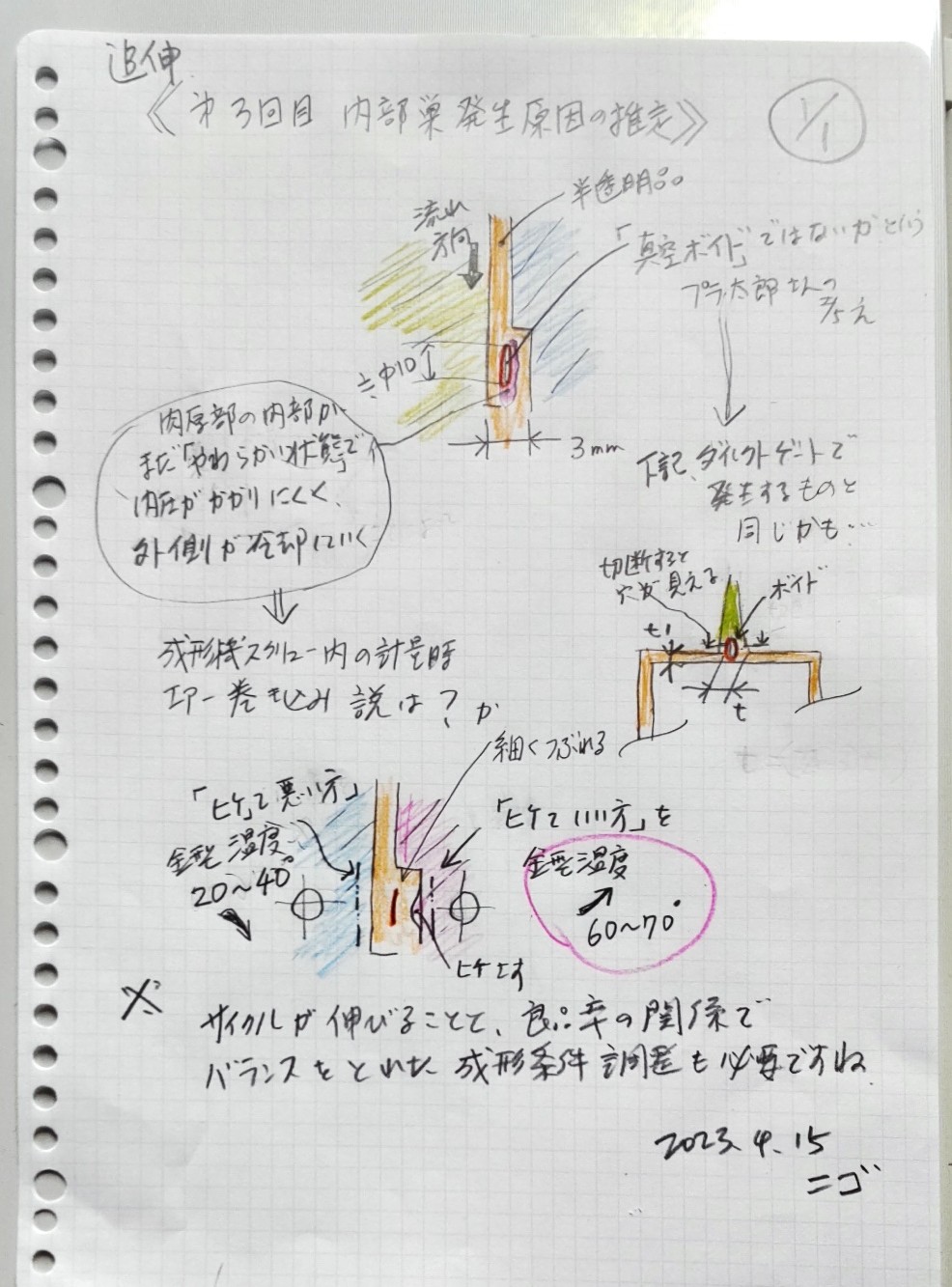
良い方向に行くことを祈っています。さて、プラ太郎さんの「真空ボイド」の投稿、シルバーの発生傾向が全くない及びしんさんの情報
「コンベアに置かれた時は比較的、気泡が見えないのですが、全周バリを取っている時に、気泡が浮き出てくるんです」から、「なんでや」と3回目を考えました。資料を添付しました。
また、以前、MOROHOSHIさんが、別の掲示板でPSP(プレイステーション)本体のヒート&クール成形をあげていましたが、採算度外視で設備があればトライしてみたいと思いました。
Attachments:
そういえばですが、
私は又聞きで、直接見たことはないのですが、
フランジ部に現れる、無数の気泡なんですが、
集積者がこんなことを言ってました。
「コンベアに置かれた時は比較的、気泡が見えないのですが、
全周バリを取っている時に、気泡が浮き出てくるんです」となると、真空ボイドで収縮とかも関係してくるのでしょうか?
現在、皆さんの情報と文献を予習しています。
宜しくお願いします。
プラ太郎さん
情報ありがとうございます。
横から写した写真では分かりにくく、言葉足らずでしたが、
肉厚は3mm程なんです。
ゴミ箱本体の、底面のダイレクトゲートから樹脂が入り、
フランジ部が、最終充填部と言うフローになります。>水の中で切ってみて空気が出るか試してみるのがおすすめです。
>空気なのか、真空なのかがわかります。
↑なるほど、是非やってみますね。>温調でなく、チラ20~25℃くらいで冷やすとサイクルアップできそうですね。
↑そうなんですよね。450tonで71secは長いんですよね。
実は写真では見にくいですが、フランジ部のPLが朽ちているようで、
全周バリ取り作業があります。
サイクルタイムを伸ばす要因もあるようです(昭和ですね 汗)
前任者によると、製品が透明色なので光沢を出すために、温調機を使用すると書いてありました。情報ありがとうございました。
しんさん
フランジ部は肉厚ですね。
肉厚の真空ボイドにも見えますね。水の中で切ってみて空気が出るか試してみるのがおすすめです。
空気なのか、真空なのかがわかります。
温調でなく、チラ20~25℃くらいで冷やすとサイクルアップできそうですね。ニゴさん
ニゴさんしか出来ない、激アツなイラスト。
本当に有難いですし、何よりも頭が下がります。
また、ニゴさんの経験値は計り知れないものがありますね。
皆さんからの情報と×今週の土日で予習をして
来週に備えます。
まるで外科のオペをする感じです。
それぐらい気泡に向き合いたいと思います。
情報ありがとうございました。
しんさん
ニゴです。
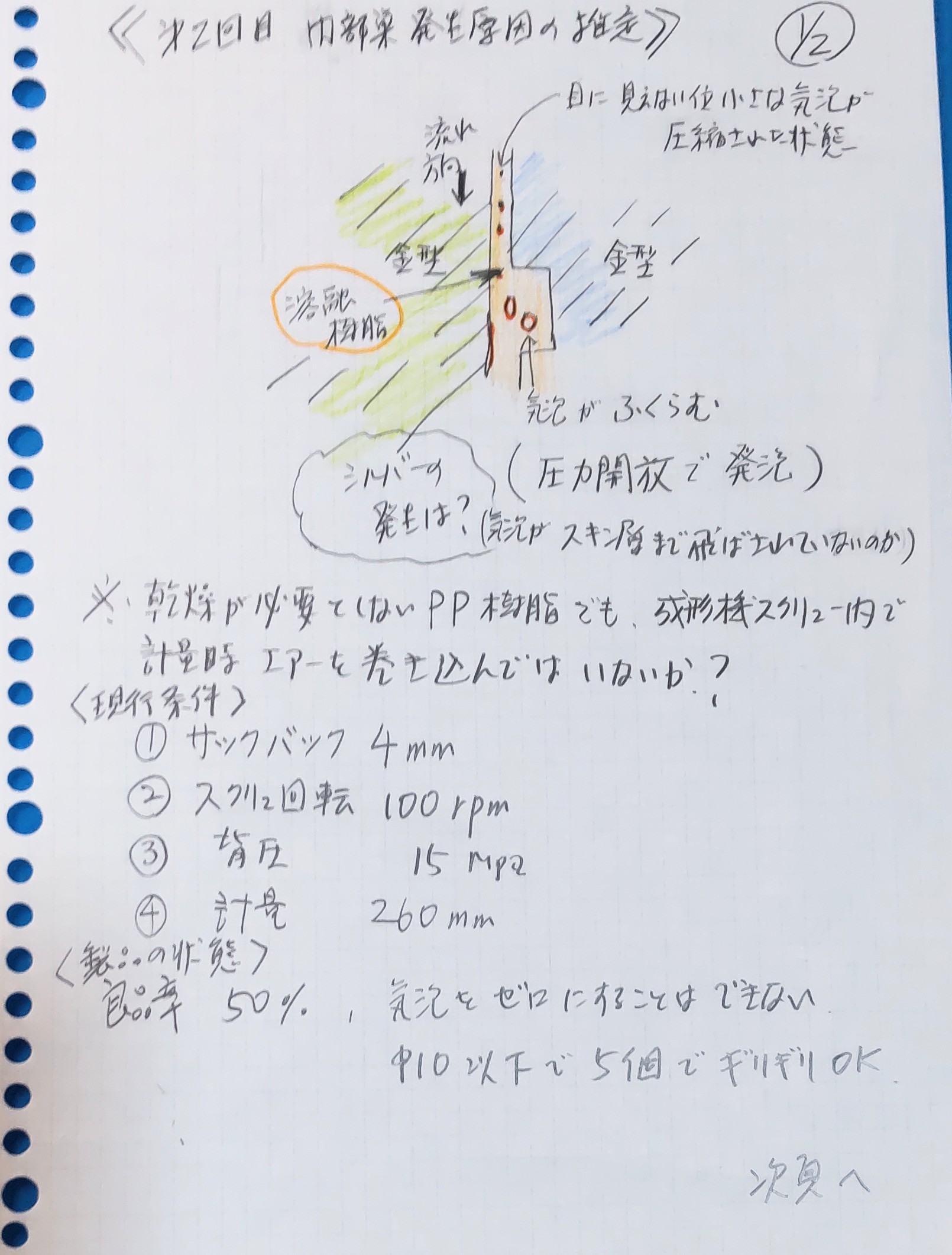
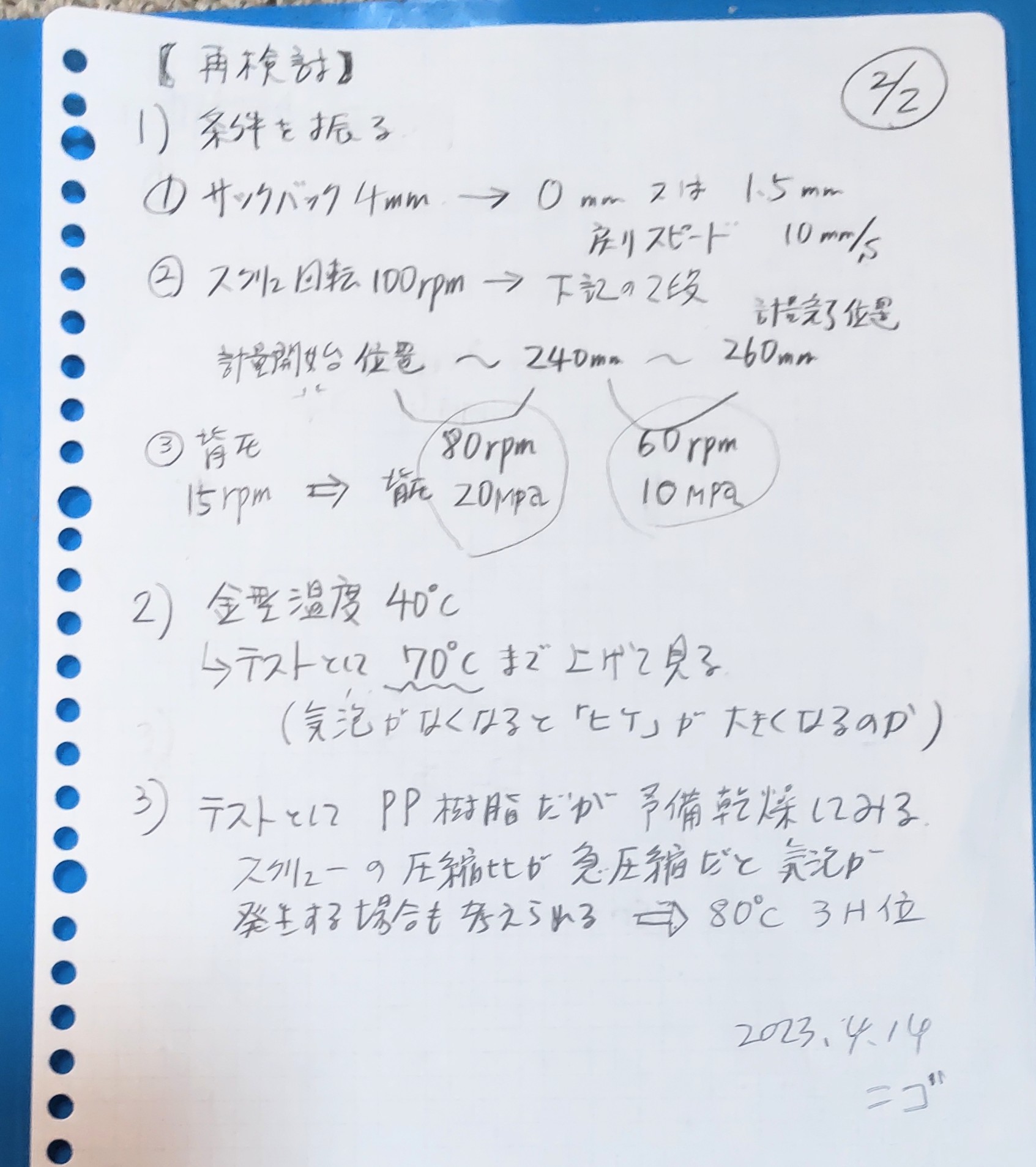
新しい情報で「第2回目 内部巣発生原因の推定」と【再検討】をして見ました。
入力が苦手なので「メモ」を添付致します。
個人的な見解なので、ご参考になれば・・Attachments:
マルさん
情報ありがとうございます。
そうですよね。
射出速度は、マニュアル通りではなく、
押してもダメたら引いてみる、
即ち低速でダメならば、高速にするですよね。
金型を破損させない程度で、大きく成形条件幅
を変えると、露骨に製品に出ますよね。
情報ありがとうございました。
SHINさん、こんにちは。マルです。
レベルが高い案件ですね。。。でも、少しワクワクしますね!!
気泡について、私が御三方の上をいく意見は出せなさそうですwちょうど先週、気泡で少し悩むものがありました。
製品全体に樹脂は回っているのに、大きな気泡が残る状態でした。
エアを巻き込んだ感じではなかったので、ガンガン押したら消えました。
ヤケの発生もなし。
プラ太郎さんがいう『真空ボイド』というやつでしょうか。
SHINさんの案件とは状態が違いそうですね。参考になるかわかりませんが、条件幅が狭いものを対応したときの話です。
外観レベルが高い製品で、フローマークかジェッティングか忘れましたが、
射出速度をセオリー通りに調整していましたが、改善できず、
上司に相談したところ『押してダメなら引いてみろ』と言われ、
セオリーとは逆方向に調整したところ改善できたものがありました。すでに色々な調整をされているとは思いますが、
お役に立てれば幸いです。情報を追加します。
・スクリュー 42パイ
・金型 2プレート
・型締力 4420
・製品重量 750
現在の成形条件を追加します。
射出速度ですが、5速制御されており、
中速(50)→低速(6)と言うイメージです。
低速は、フランジ部の位置と予想され、
気泡対策と思われます。・加熱筒温度 210〜245
・射出圧力 110
・LS5(計量値) 260
・LS4(保圧切替位置) 4
・射出保圧時間 16
・充填時間(実測値) 9
・サックバック 4
・スクリュー回転 100
・背圧 15
・計量時間(実測値) 36
・冷却時間 40
・サイクルタイム(実測値) 71
現時点で分かる情報はこのようになります。
フランジ部の写真、添付します。
宜しくお願いします。
Attachments:
プラ太郎さん
ニゴさんお忙しいところ、早速の情報ありがとうございます。
どうやったら成形条件だけで直すことが出来るのか?ずっと考えてしまい、昨日の夜は寝れず、今朝は早朝覚醒してしまいました。
前任者の話によると、100ショット成形して、
気泡を完全に0にすることは、できなかったと聞いています。
もっと言うと100個生産して、50個程度は
気泡が酷く良品率50%らしいです。
ニコイチになっちゃってます。汗気泡の場所にもよりますが、10パイ以下で5個程度であれば、検査課で承認されています。
まだ自宅なので、会社に着いたらどんな成形条件なのか再度確認してみます。
このコミュニティーは本当に助かります。
ありがとうございました。
しんさん
G.Nテック ニゴです。
トップ回答、プラ太郎さんに負けました。【不良内容】
・フランジ部(フタとの勘合部分)に10パイ程の気泡が、10個以上出る⇒急な肉厚変化形状で内圧開放されて(急に大海に出るみたいな)エアーを巻き込んでしまうと推測
当方の事前検討
加熱筒温度やプログラム射出、PLからのガス逃げ等は、たぶん、やられているかと思いますので、その時のベスト条件で何か変化を加えないと考えました。
【成形条件のみでの対応をする】という条件でしたが、解決は難しいと考え、最低限の付帯設備を準備します。1)フランジ到達までの流速が落ちないようにして、フランジ部の流速に変化をつけ、エアー巻き込みを減らす
①キャビ、コアの金型温度差をつける。
冷温調器3回路又は、温調器2台、冷凍機1台
温度は、まず、60℃と20℃からスタート
②流速を上げるため、成形機のノズル断面積50%を準備(例えばφ5とφ3.5)
③ ①と②で、改善の方向が合っているか確認2)10パイ程の気泡って、随分、厚肉ですよね。
邪道かも知れませんが、「製品を切ってインサート(肉厚の半分)」して、気泡が無くなるか確認してみたいです!しんさん
ガス、エアーが抜けきらない気泡、巻き込んだ気泡ですね。
肉は薄そうなので、真空ボイドではなさそうですね。450tクラスですと、成形品は800gくらいですかね。
2枚プレートのシンプルな金型だと思います。
肉は薄そうですね。冷却時間12~15秒くらいで1サイクル30秒くらいですかね。成形条件ですと、気泡を逃がしやすいように調整するのがよさそうですね。
計量工程
・スクリュー回転ゆっくりにする
・背圧上げる
・サックバック少なくする充填
・フランジ部の射出速度を下げる
・保圧で押し切る型締め
・マルチトグル使ってガス抜けを良くする
・ガムテープをシムにしてガス抜け良くする金型のガスベントのつぶれ確認してみて、潰れているようなら彫り直しが速そうですね。
-
投稿者返信


- このトピックに返信するにはログインが必要です。