
-
トピック
-
今週、成形条件でギブアップしてしまいました。
イラストが分かりにくく、すみません。
年に数回生産の金型です。
昨年、シニアの方が定年退職され、私が担当になりました。
残された成形条件通りに作業したものの、2時間程、挑戦して何をしても樹脂漏れするのです。
・成形機 220ton
・樹脂 PE
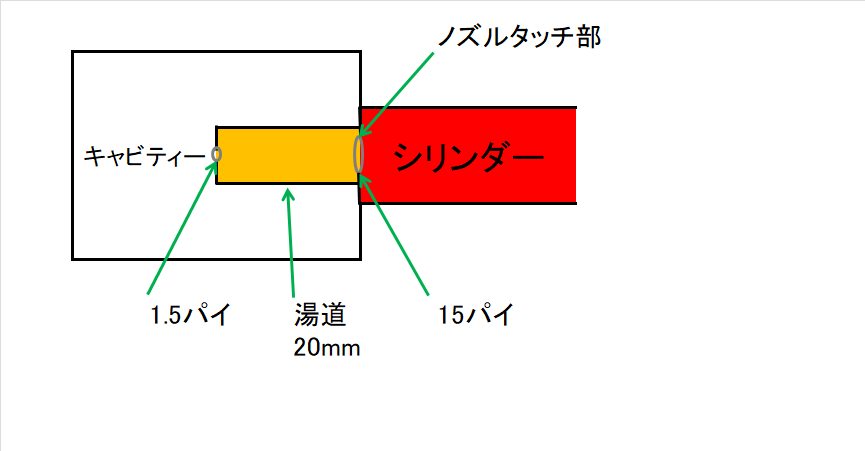
・ノズル出口部 15パイ
・金型入口部 1.5パイ
・一次圧力 80Mpa
・一次速度 30MM/S
イラストの通り、金型入口部がノズル出口部の1/10です。
湯道と言う通路のような道が20mmがあります。
メカニズムとしては、立ち上げ時は40Mpaで数ショットにて、わざとショートを作ります。
そうすることにより、湯道が竹輪のようになり、安定したら80Mpaにして生産と言う流れです。
しかし、ピーク圧が45Mpa付近でユニットが耐えられず、後退して樹脂漏れします。
<チャレンジしたこと>
①一次圧力を35Mpaから5Mpaずつ変更(常時ピーク圧を確認)
②樹脂温度200℃から240℃に変更
③金型温度10℃から30℃⇒50℃まで変更
④一次速度30MM/Sから10MM/⇒70MM/Sまで、下げたり上げたり変更
因みに、この金型は以前450tonで生産しており、その時は樹脂漏れはありませんでした(ノズル出口部15パイは同じです)
シニアの方が作業して生産出来ていたので、何かコツがあるのか?
メカニズムのイメージは、頭では出来ているのですが、実施するとできません。
悔しいの一言です。
何かアドバイスがあれば、教えて下さい。
宜しくお願い致します。
Attachments:

14件の返信を表示中 - 1 - 14件目 (全14件中)


14件の返信を表示中 - 1 - 14件目 (全14件中)
- このトピックに返信するにはログインが必要です。