
-
トピック
-
今年から成形機を触るようになった初心者です。
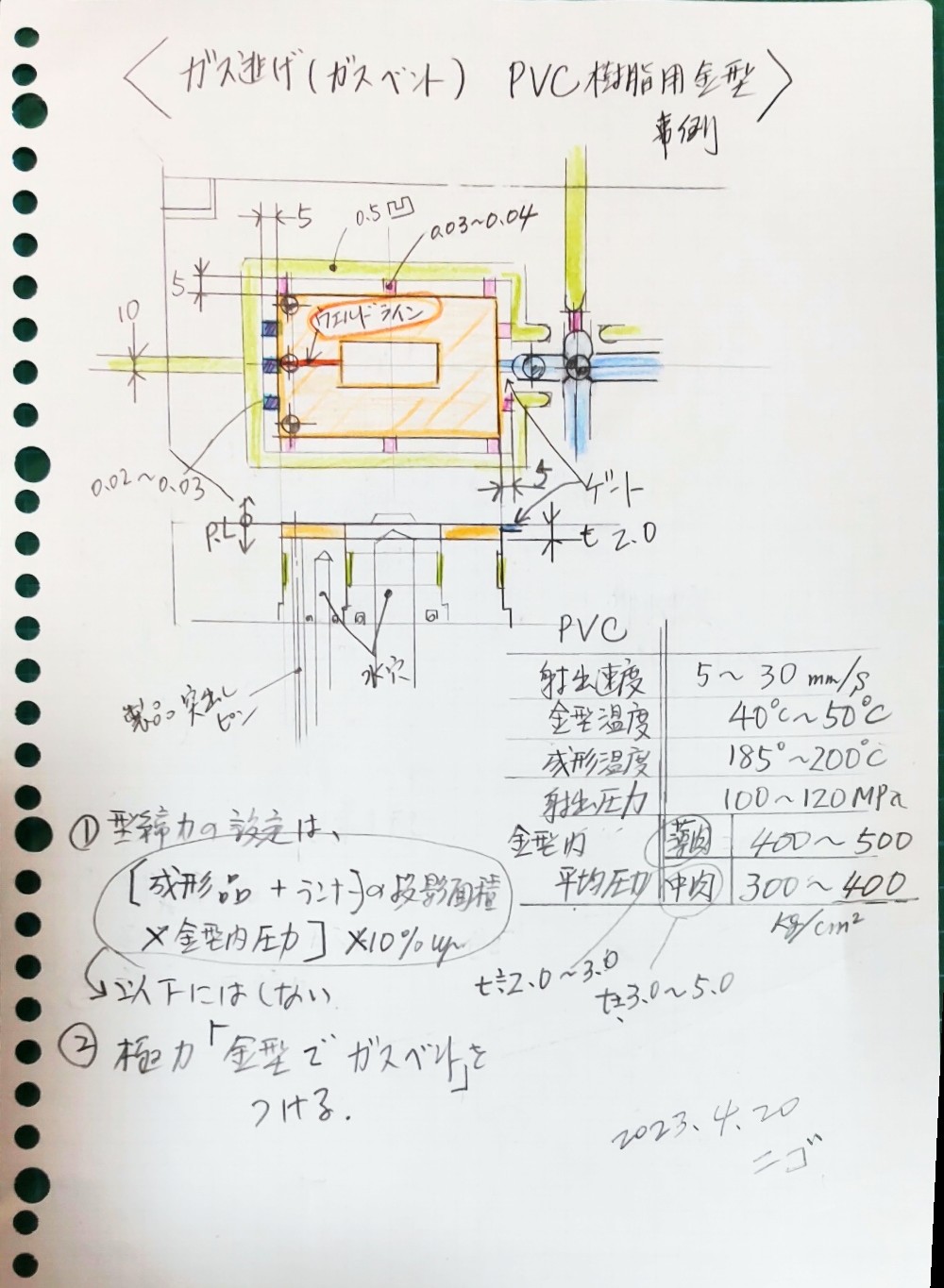
成形機の最低型締力についてご質問です。
ガス逃げ対策として最低型締力をギリギリに設定するべく追い込んでいった所、
型締力の実測値が4t以下に下がらない現象が発生しました。
モニター入力上は4t未満に設定しているのですが、実効値が4t以下にはなりませんでした。
これは設備的に4t以下の設定には出来ないという事でしょうか。

5件の返信を表示中 - 1 - 5件目 (全5件中)


5件の返信を表示中 - 1 - 5件目 (全5件中)
- このトピックに返信するにはログインが必要です。