
-
トピック
-
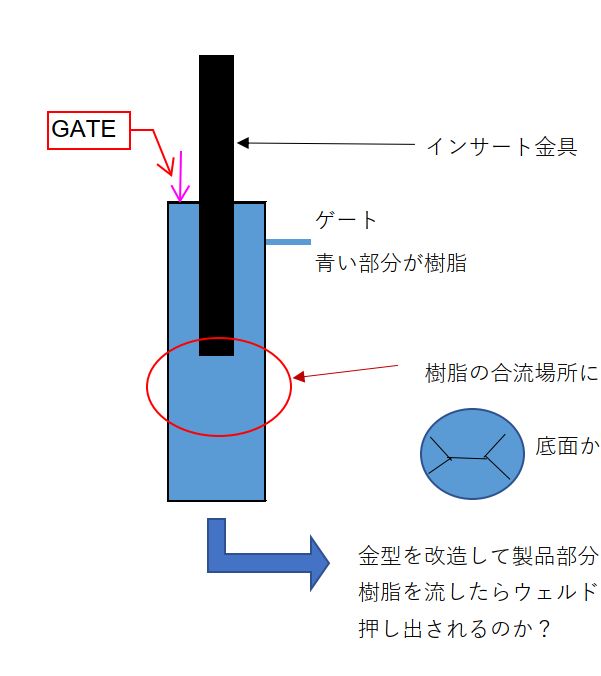
インサート成型品のウェルドラインを消すように指示されています。
樹脂はセルロースの透明で形状はネジを締めるドライバーのような感じです。中央にインサート金具の棒があってその周りを樹脂で成型します。ウェルドはインサート金具が途切れて樹脂が四方向から合流する地点で発生し、それが底面に出てしまいます。新規なので金型改良でいきたいのですが、どの様に改良するのがベストなのか調べている所です。例えばウェルド部分をさらに製品部分よりも外にながしたらウェルド部分もそちらに流れていくものなのでしょうか?説明不足で申し訳ありませんが、よろしくお願いします。Attachments:


8件の返信を表示中 - 1 - 8件目 (全8件中)

8件の返信を表示中 - 1 - 8件目 (全8件中)
- このトピックに返信するにはログインが必要です。