
こんな人におすすめ
- 粉砕機のベルト交換方法を知りたい
- 粉砕機のスイッチが入らない
- 粉砕刃の切れ味が悪い どうしたら良いの?
射出成形業
原料を溶融して、金型に充填することで製品を成形します。
仕込んだ原料の100%全てを製品に成形はできません。
どうしてもスタート捨てショットと、不良が出てしまいます。
不良品は、粉砕して再利用します。
【粉砕材を制するものは成形を制す】といっても過言でないくらい重要です。
不良品は捨ててしまえばゴミですが、
粉砕してもう一度製品に成形することで利益に繋がります。
その粉砕材を作り出すのが「粉砕機」です。
射出成形工場の【縁の下の力持ち】です。
そんな粉砕機に関して、よくあるトラブルの原因と対策をシェアしていきます。
1.粉砕機トラブル対処法
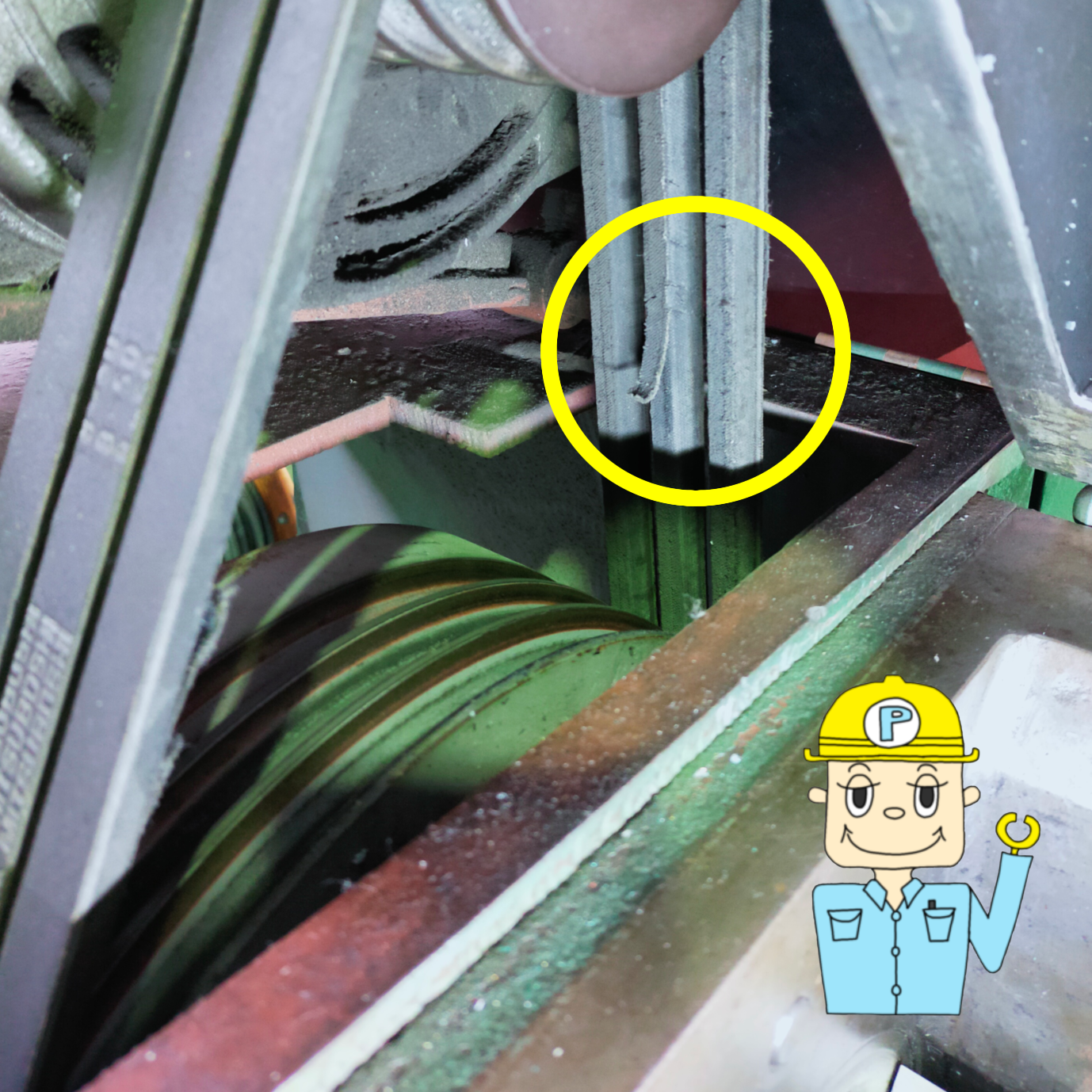
(ⅰ)Vベルトの劣化、亀裂
粉砕機は、モーターの駆動をVベルトを介して回転刃に伝えている。
そのVベルトは、毎日の稼働によって劣化していく。
Vベルトが劣化することで、モーターの力が伝わりづらくなっていく。
粉砕力が減ってしまう。
定期的にVベルトの交換をしよう。
【点検ポイント】
Vベルトは内側(プーリー側)が劣化し、弾力がなくなっていき、亀裂が入っていく。
【交換手順】
- Vベルトの交換
①Vベルト外側に印字してある規格(B50など)新品Vベルトを準備する。
②モーターのテンションナットを緩めて、Vベルトのテンションを緩める。
③プーリーを手で回し、マイナスドライバーを使い、Vベルトをズラして外す。
注意ポイント:プーリーとVベルトに指を挟まない様、指を間に入れない。④新品Vベルトをはめる。
⑤モーターのテンションナットを締め込み完了。
【Vベルトの劣化画像】
【Vベルト外し方動画】
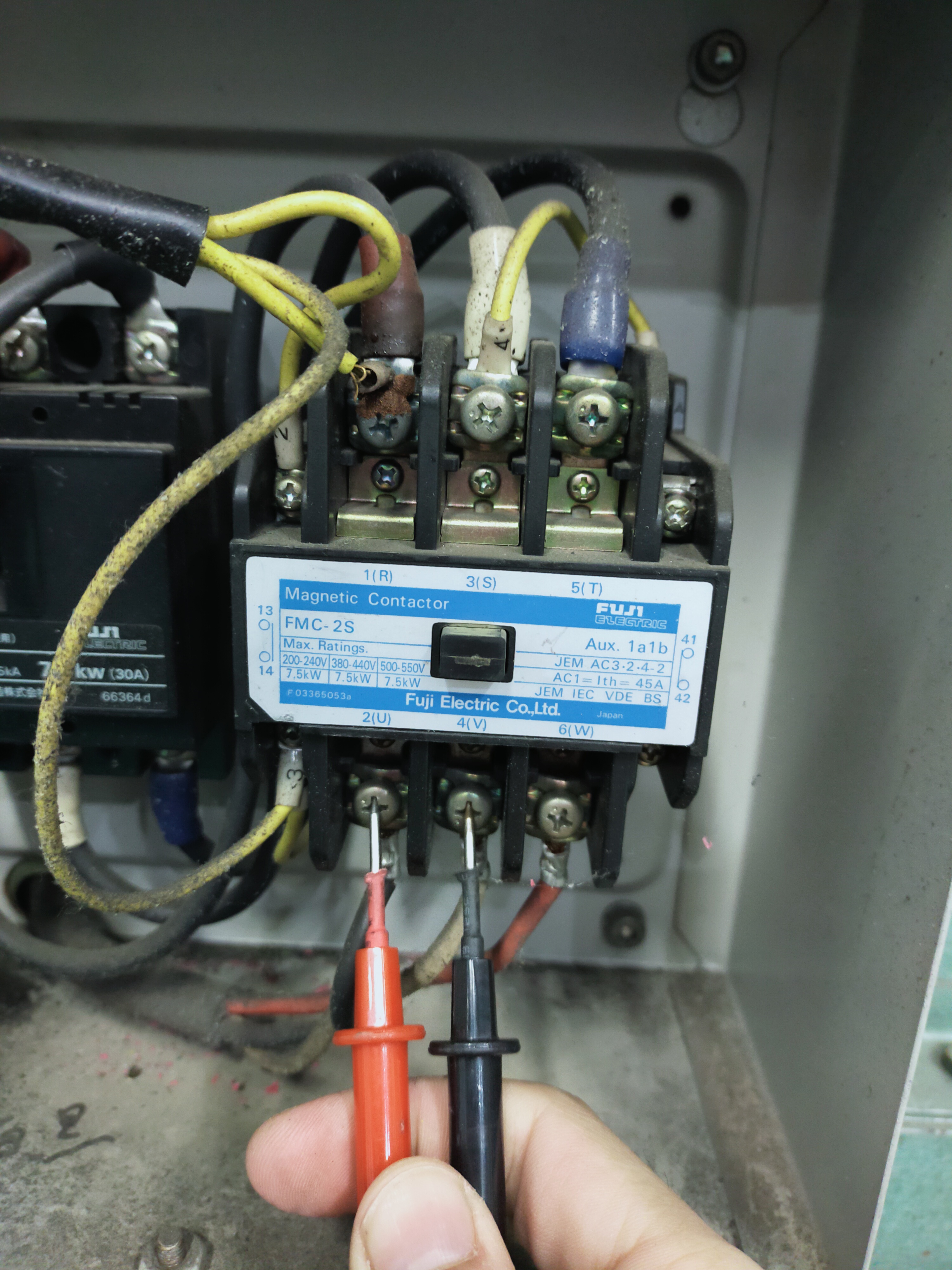
(ⅱ)スイッチの劣化(マグネットスイッチ)
長年ON・OFFを操作しているうちに、マグネットスイッチの接点が劣化していきます。
劣化したマグネットスイッチは、ONしても200Vが2次側に送れなくなります。
テスターで2次側の電圧を確認して、200V出ていないならマグネットヒーターを交換しましょう。
(UVWを2本づつテストします。UV、VW、WUにて200V出てるか確認する。)
【マグネットスイッチ 2次側をテスターで点検している画像】
(ⅲ)粉砕刃の消耗
粉砕刃は消耗品です。
定期的に研磨が必要です。
粉砕機は、固定刃と回転刃がプラスチック製品、ランナーを噛み砕いて粉砕します。
【粉砕機 固定刃と回転刃の画像】
🟦が回転刃 🟡が固定刃
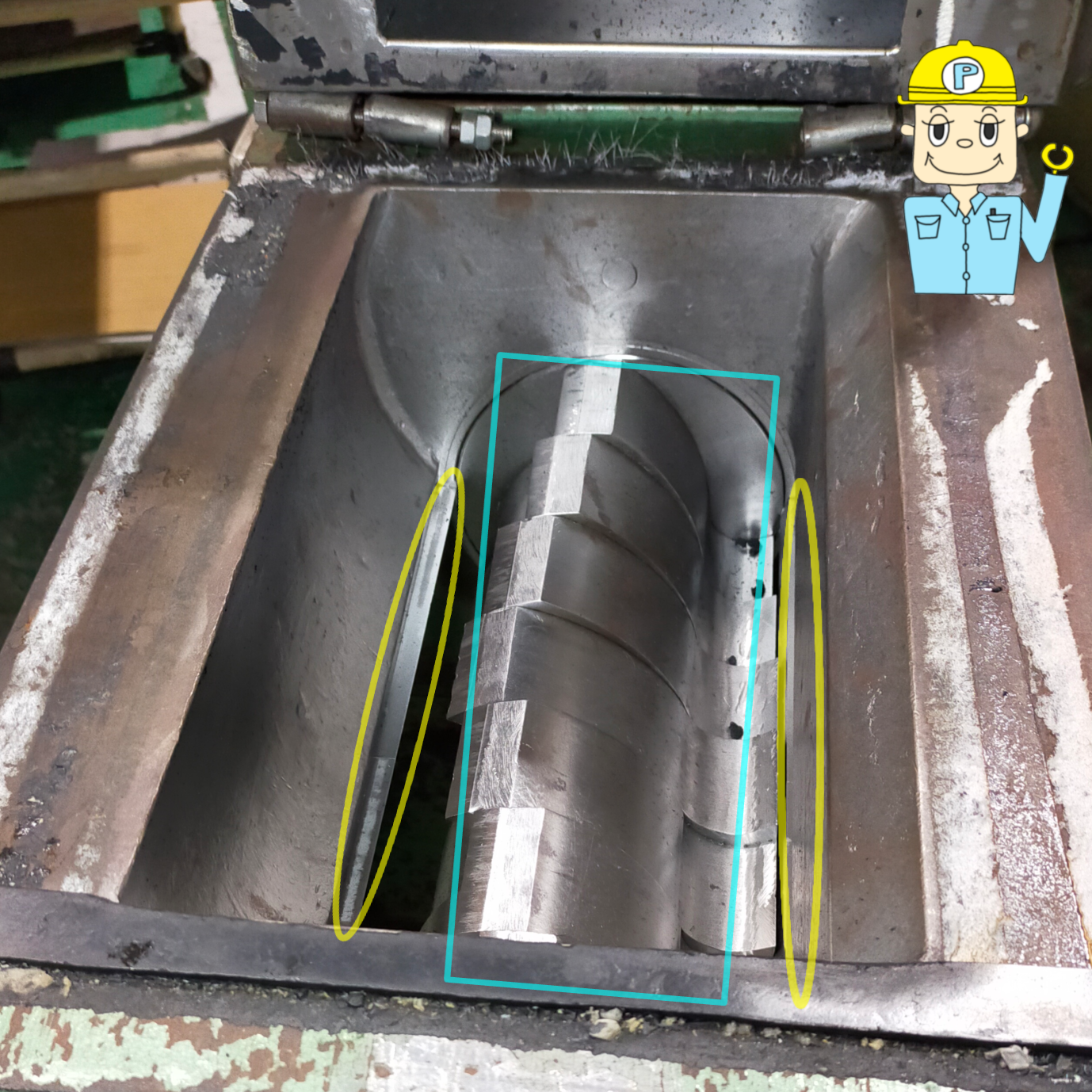
プラスチック製品は、鉄製の刃より柔らかいので、簡単に粉砕されます。
しかし、年月が経つごとにその先端は丸まってなまくらになっていきます。
特に、ガラス入りの原料を粉砕するとドンドン消耗します。
【先端がなまくらになった粉砕刃の画像】
【粉砕刃の消耗対策】
刃先の消耗した固定刃、回転刃は研磨が可能です。
ただし、ユーザーで施工は難しい。
・粉砕機のバラシ、組み込みが難しい
・粉砕刃の研磨は、ノウハウがわかってないとできない
粉砕機メーカーや、専門の機械屋さんにお願いして研磨してもらいます。
【告知】粉砕刃 研磨承ります📣
プラスチックファンでは 粉砕刃の研磨修理を承っております。
研磨歴55年の伝説の研磨職人直伝。
粉砕機研磨技術を伝承したプラ太郎が出張いたします。
・関東一円 出張 研磨可能。
・粉砕刃 研磨のみのご用命も承ります。
【森田、ダイコー、ホウライ 高速粉砕機 研磨作業】
お見積りからお気軽にメールください。
✉ platarou@plastic-fan.com

(ⅳ)粉砕機と樹脂の相性
射出成形工場では、生産で出たランナーや不良品を、その都度粉砕してリターンしていかないと
すぐに置き場が無い程になってしまします。
ですが、粉砕機によって相性の良し悪しがあります。
下記に相性の良くない原料と粉砕機のトラブルを紹介します。
① 高速粉砕機:エラストマー樹脂
エラストマー樹脂は、ゴムの様な弾性が特徴の樹脂です。
粉砕時に細かくなったエラストマー樹脂が、回転刃シャフトの隙間から入ってしまいます。
シャフト部の熱によりエラストマー樹脂粉が溶けてブレーキになってしまいます。
シャフトが固着すると、回転刃を全て取り外し、
シャフトに溶けてくっついたエラストマー樹脂を除去しなくてはいけません。
高速粉砕機を全バラしする作業です。
【シャフトに固着したエラストマー樹脂の参考画像】
② 低速粉砕機:ハイサイクル生産、大きい製品・ランナー
低速粉砕機は、静か、粉砕片の大きさが均一、粉が少ないことがメリットです。
その反面、低速粉砕機の粉砕能力は、高速粉砕機に比べると低いです。
□ハイサイクル生産
低速粉砕機でよくあるトラブルが、粉砕が間に合わないことです。
ハイサイクル生産により、どんどんランナーや捨てショットが粉砕機に投入されると、
粉砕処理が追いつかず、溢れていき回転刃が埋まってしまいます。
すると、シューター内でランナーが溢れていきます。
生産に合わせた粉砕機の選定が重要です。
□大きい製品・ランナー
低速粉砕機は、回転刃のストロークが短いモデルが多いです。
大きい製品・ランナーは、回転刃のストロークが足りないため、空回りしてしまいます。
すると、シューター内でランナーが溢れていきます。
大きいランナーは、粉砕機投入前に外部ニッパーユニットでプレカット後に投入がおすすめです。


