


最小クッション値の意味と、管理の仕方を解説していくよ👍
本日は射出成形の基礎硬めをしていきましょう。
「最小クッション値」って聞いたことあるけど、どんな意味があるのでしょうか?
わかりそうでわかっていない人が多いと思います。
初心者、中級者向けに今さら聞けない「クッション値」を詳しく解説していきます。
1.最小クッション値とは
最小クッション値とは、充填した時スクリュー先端が一番前に来る位置です。
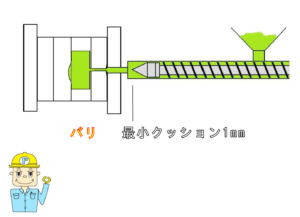
わかりやすく、図で見て行きましょう。
射出成形では、加熱筒にて樹脂を溶融させ、スクリューで計量します。
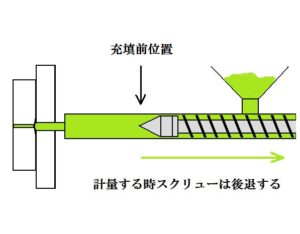
計量後、スクリューを前進し金型内に充填していきます。
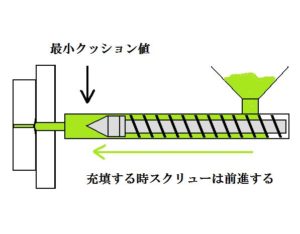
充填した時スクリュー先端が最前進した位置が、最小クッション値です。
ところてんは、装填したところてんを最後まで突いてしまいますが、
射出成形では、一般的に計量した樹脂の全てを充填することはありません。
クッションとして数mm程度残します。
最小クッション値は、他にも呼び方があります。
成形機のメーカーによって異なります。
- 最小クッション位置
- 最少クッション値
- 最前進位置 など
意味合い的には一緒です。
[ad]
2.最小クッション値の意味
基本的に射出成形では、充填時、0mmまで押し切りません。
最小クッション値が、3〜10mm程度残るように充填します。
なぜ射出成形では、クッションを残すのでしょうか?
結論から先に言います。
最小クッション値を残す意味
- 成形品を安定させるため
- 金型を保護するため
ⅰ.成形品を安定させるため
射出成形は毎ショットバラツキが発生します。
- 計量した樹脂の量
- 加熱筒の温度
- 金型温度
- 金型のガスベントの詰まり具合(ガス抜けの良し悪し)
- 季節 工場気温、湿度(特に油圧機) など
そのバラツキにより、最小クッション位置は、毎ショット若干異なります。
0mmまで押し切って充填していたとします。
この時、原料ロット変更などの要因により、計量した樹脂密度が少なくなったとすると、
製品はショートしてしまう可能性があります。
逆に、密度が増した時は、その全てを充填してしまいます。
するとオーバーパックしてしまいますね。
3〜10mmのクッション値を残すことで、
バラツキを許容する緩衝材の意味を持ちます。
ⅱ.金型を保護するため
もう一つの、最小クッション値を残す意味は
金型を保護するためです。
例えば、最小クッション値が、30mmで成形しているとします。
この時、金型入れ子が破損しました。
全自動で成形しているので、そのまま充填をします。
すると、30mmで止まらず、0mmまで押し切ってしまいます。
金型の破損箇所からは、高圧の樹脂が漏れ出て行きます。
最小クッション値を、3〜10mm程度に設定しておくことで
トラブル時の金型オーバーパックを防止することができます。
3.最小クッションによる不良監視
最小クッション値が、成形の生産管理に重要な項目なのは、
製品の品質管理に役立つからです。
最小クッション値を管理することで、不良を検出できます。
成形スタートから10ショットもすればクッション位置は、おおよそ一定になっていきます。
このクッション位置を監視していく事で、不良を検出します。
成形品の大きさや形状にもよりますが、
簡単な例をあげて行きます。
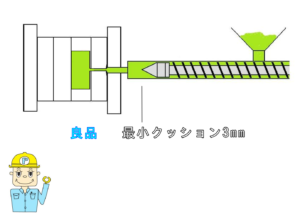
最小クッションが、3mmで成形が安定している製品があります。
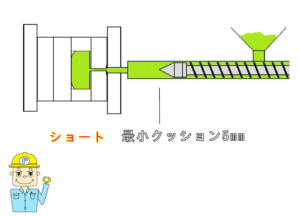
最小クッション値が、5mmだと、製品がショートしてしまいます。
逆に、1mmだとバリが強くなってしまいます。
こんな時に、最小クッション値を管理して製品の状態を監視をしていきます。
| 最小クッション値 | 品質 | 判定 |
| 5mm | ショート | ✕ |
| 4mm | 良品 | ○ |
| 3mm | 良品 | ○ |
| 2mm | 良品 | ○ |
| 1mm | バリ | ✕ |
この製品を成形する時、最小クッションは、2〜4mmであれば良品です。
成形機の品質管理設定で、監視しましょう。
最小クッション値が、この監視幅を外れる時はアラームで知らせます。
4.注意すること
最小クッション値は、バラツキ管理の目安です。
目的は不良を検出することです。
定期的に最小クッション値は記録しておきます。
前項で解説した通り、様々な要因で最小クッション値は変化していきます。
- 樹脂の原料ロット変更
- スクリュー逆止リングの消耗
- 加熱筒ヒーターの消耗具合
- 金型温度
- 金型の累積ショット数(ガス抜け具合)
- 外気温 など。
その都度、製品を見て、最小クッション値の監視幅は設定していきましょう。


