

プラスチック成形 射出成形では、
プラスチック原料を溶かして、金型に充填することでプラスチックの製品を作ります。
射出成形の生産力は高いため、良品を成形している時は成形機はお金を稼いでくれます。
しかし、いったん不良が出始めると、不良があれよあれよという間に、たくさんできてしまいます。
不良事象を見極めて、適切な対応をしなければ不良は出続けてしまいます。
射出成形技能士として、
どう対応するかが腕の見せ所です。
まずは、各不良事象を知り、どんな原因で発生したのかを判断する。
そして、適切な対応を取る。
論理立てて対応をすることが重要です。
本日は、成形不良【ガス焼け】について解説していきます。
[ad]
1.ガス焼けとは
ガス焼けとは、成形品の一部が黒く焼けてしまう事象です。
下図にガス焼けの製品例を描きました。
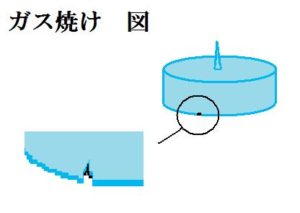
成形品の一部分が、黒、あるいは茶色に焼けてしまいます。
樹脂も少しショートしている事があります。
ガス焼けの発生しやすい場所は下記の通りです。
【ガス焼けの発生しやすい場所】
- 充填最終 流動末端
- ウエルド部
- 樹脂が流れにくい部分 など
[ad]
2.ガス焼けの原因
では、なぜ成形品が、黒くガス焼けしてしまうのでしょうか。
ガス焼けの原因はガス抜けが悪い事です。
先に紹介した
【ガス焼けの発生しやすい場所】
- 充填最終 流動末端
- ウエルド部
- 樹脂が流れにくい部分 など
において、
逃げられなかった空気・ガスが圧縮され高温になり、成形品を燃やした結果、【ガス焼け】になります。
文章ではわかりづらいので、次章で図解していきましょう。
[ad]
3.ガス焼けのメカニズム
原因はガス抜けが悪い。
そのメカニズムを詳しく簡単に説明していきます。
金型内を樹脂が充填されていきます。
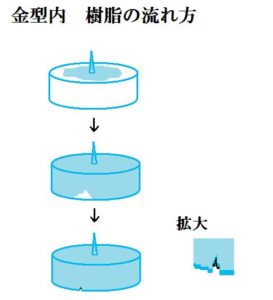
金型内には下記の通り空気・ガスが存在します。
- 金型空間に存在する空気
- 樹脂を溶融した際のガス
それらの空気・ガスを上手く金型から逃がしながら充填してやることが重要です。
今回は、流動末端のガス逃げが悪く、金型外に逃げられなかった空気・ガスが高温圧縮されてしまいます。
すると、成形品の接する部分が黒く焼けてしまいます。
3.ガス焼けの対策
ガス焼けの原因は、ガス逃げが悪いことですね。
通常では、うまくガスが逃げている状態です。
しかし連続成形をつづけていくといきなりガス焼けが発生します。
そんな時の対策は下記の通りです。
(ⅰ)ガスベントの清掃
連続成形中に、【ガス焼け】が発生したのであれば、
まずは金型を清掃してみましょう。
ガスベント(ガス逃がし)にガスが蓄積してガス逃げが悪くなっていると考えます。
金型洗浄剤、ウエス、綿棒を使用しベントに詰まった汚れガスデポジットを除去します。
(ⅱ)条件
原料ロットが変わった時は、樹脂の流れ方、ガスの発生度が変わる事があります。
金型を清掃しても事象が改善しない時は、条件を修正しましょう。
ガスが逃げやすいように
- 型締力を下げる
- 速度を下げる
- 樹脂温度を下げる など
調整してみます。
条件修正後は、各パラメーターを変更したことによる2次被害を出さない様に、しっかり観察しましょう。
・型締め力=ばり
・射出速度=フローマーク、ショート、ウェルド
・樹脂温度=フローマーク、ショート、ウェルド
(ⅲ)ガスベントの追加
金型を何年も打ち込んでいくと、次第にガスベントがつぶれていきます。
金型の消耗です。
金型清掃、条件調整で修正できない様なら、金型で対策します。
ガスベントを掘り直し、金型の【当たり】を修正することで、改善します。
費用もかかりますが、金型で直すは良い結果を得られます。


