
技能検定 1級 射出成形 技能試験
レポート「成形収縮率計算票」について、
ご質問がございましたので、
ポイントをふまえて解説します。
1級 射出成形作業 「実技試験問題(一部抜粋)」
各成形材料ごとに、
それぞれ製品1個を抜き取り、
実技試験(作業試験)
解答用紙「成形収縮率計算票」
に示す指定箇所の寸法を測定し、
成形収縮率を計算しなさい。
1級 射出成形作業 「実技試験問題 注意事項」
試験当日に配布される「実技試験問題」内に
「注意事項」の項目があります。
そこには下記に示す通り
細かく注意事項が書いてあります。
ポイントをしっかり押さえて、
確実に点を取っていきましょう。
注意事項「ノギスの取り扱い」
使用工具等は、使用工具等一覧表で
指定したもの以外のものは使用しないこと。
また、製品をノギスで測定する場合は、
製品を作業台等の上に置き、ノギスを両手で扱うこと。
注意事項「レポート作成時間」
パージ終了後の確認を受けた後、
製品を成形材料ごとに区分して、
試験当日配布される実技試験(作業試験)
解答用紙(「成形収縮率計算票」
及び「材料歩留り率計算票」)を記入後、
技能検定委員に提出すること。
※試験時間には、パージ終了の確認、
成形収縮率計算票及び
材料歩留り率計算票の作成時間並びに
良品の選別時間を含むものとする。
注意事項「参考」
成形収縮率計算票
製品スプルー側の短辺及び長辺の寸法を測定し、
成形収縮率を計算する。
| 単辺 | 長辺 | |||
| 金型呼称寸法 | 75.00mm | 100.00mm | ||
| 成形材料名 | X | Y | X | Y |
| 実測寸法 | mm | mm | mm | mm |
| 差 | mm | mm | mm | mm |
| 成形収縮率 | /1000 | /1000 | /1000 | /1000 |
(注)
- 実測寸法及び差は、1/1000mm単位で記入すること。
- 成形収縮率は、1/10000の位を四捨五入して
1/1000単位で記入すること。(記入例:3/1000) - 金型寸法は、金型呼称寸法を用いること。
1級 実技試験使用工具一覧表「ノギス」
| 区分 | 品名 | 仕様又は規格 | 数量 | 備考 |
| 設備類 | ノギス | M型(電子式デジタル表示)、
最大測定長150mm、 最小読取り値0.01mm |
1 | M型(バーニヤ式)は不可 |
[ad]
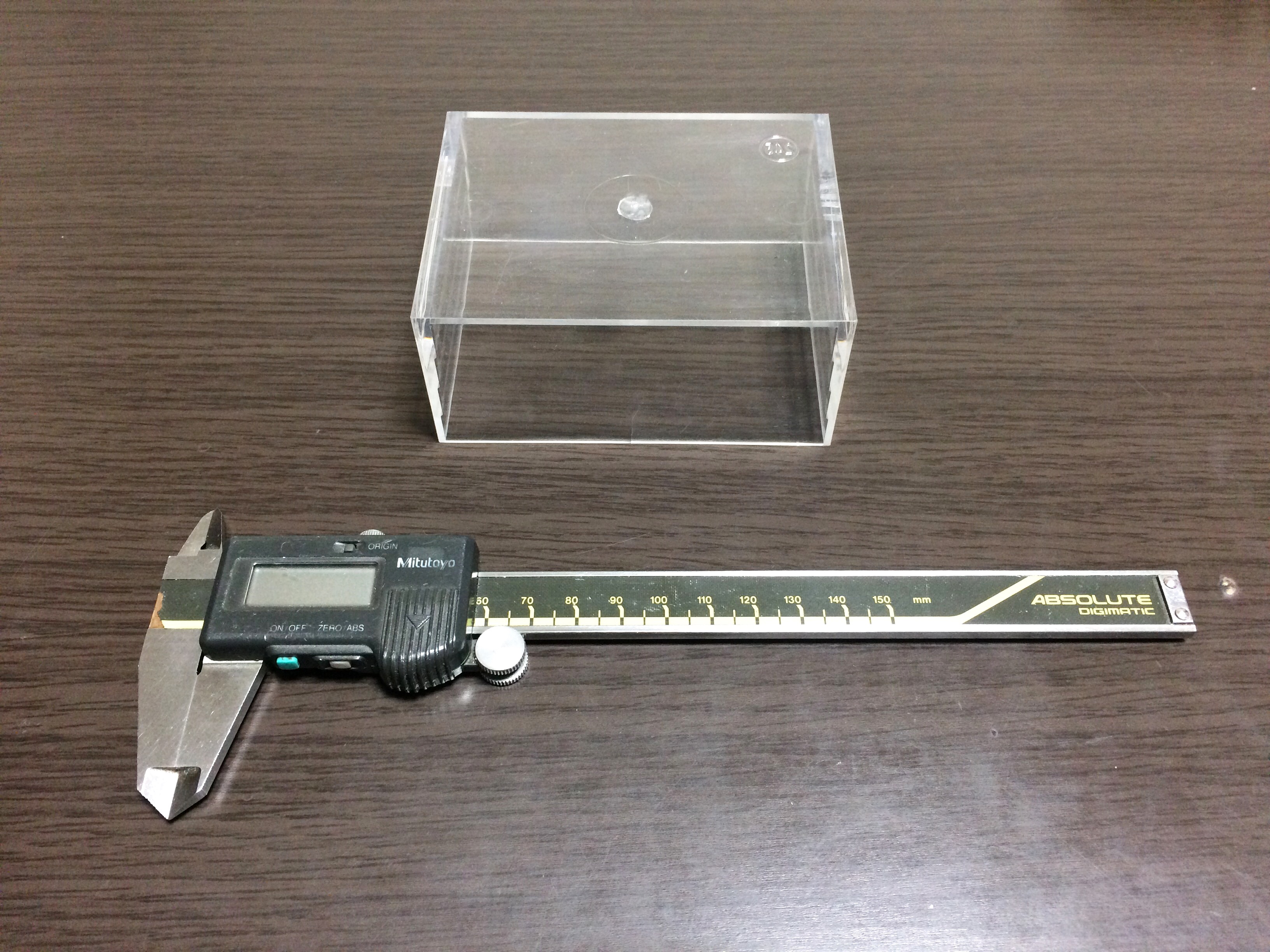
実測してみよう
さてさて前置きはこれ位にして、
製品PSを実測してみます。
上記注意事項を守り確実に点を取りましょう。
電子式デジタル表示の「0点調整」
ノギスでの寸法測定の前に0点調整をします。
スライダーのサムローラーを動かし、
ジョウを閉じて原点を確認します。


測定ポイント
ここで先に記述しております。
「注意事項」参考を思い出していただきます。
そこには、
「製品スプルー側の短辺及び長辺の寸法を測定し、
成形収縮率を計算する。」とあります。
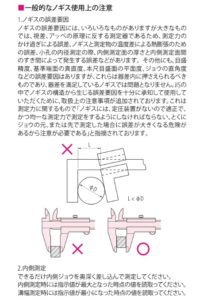
基本的なノギスの測定方法は下図の通りです。
「ミツトヨ 機密測定器の豆知識」より引用
ですが、製品のスプルー側の短辺及び長辺と、
反対側ではテーパー(抜き勾配)があり寸法が異なります。
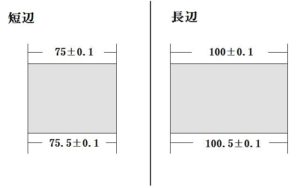
製品の側面は段々になっているので、
ジョウを奥まで入れて測定すると
スプルー側の寸法がうまく測れません。
スプルー側の寸法を測定するには、
1段目(スプルー側から13mm程度)までの位置にジョ
ウを当て測定します。
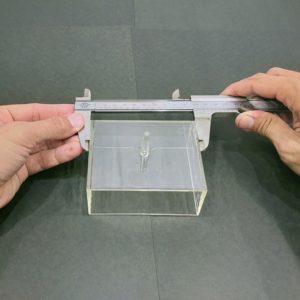
両手でノギスは扱いましょう。
測定箇所にきちんと直角に当てます。
斜めにすると誤差が出てしまいます。
製品測定箇所には水平に当てて測定します。
力強く当てるのも誤差の要因になります。
サムローラーを使い、軽く当てて測定しましょう。
まずは最適な測り方はこちら

ジョウ(くちばし)の先端は良くない。


↓(注)地域によっては、減点になります。

ノギスの使い方📏
射出成形
成形品の寸法測定ポイント✨・両手
・水平
・クチバシ(ジョー)の先端でなく、
深く挟むわかってるようで、
我流になってないか?!基本動作は、しっかりね🧑🔧👍
画像2枚目
ミツトヨカタログから転用 pic.twitter.com/aXafnfwPjn— プラ太郎@特級プラスチック成形技能士 (射出成形) (@PlasticFan2017) October 18, 2022
測定結果から収縮率計算票を完成させよう
| 単辺 | 長辺 | |||
| 金型呼称寸法 | 75.00mm | 100.00mm | ||
| 成形材料名 | X | Y | X | Y |
| 実測寸法 | 74.66mm | mm | 99.53mm | mm |
| 差 | 0.34mm | mm | 0.47mm | mm |
| 成形収縮率 | /1000 | /1000 | /1000 | /1000 |
成形収縮率=(金型呼称寸法-実測寸法)/金型呼称寸法
上記表
<短辺>
成形収縮率=(75.00-74.66)/75.00=0.34/75.00=0.0045
1/10000四捨五入すると、0.005
答えは「5/1000」
<長辺>
成形収縮率=(100.00-99.53)/100.00=0.47/100.00=0.0047
1/10000の位を四捨五入すると、0.005
答えは「5/1000」


